
Compressed air and refrigeration systems are the heart of any manufacturing facility and consume up to 30 percent of a typical plant’s energy. In a typical screw compressor, the starting and stopping cycles can be a significant drain on energy and can wear on the mechanicals producing large fluctuations in pressure. This can have a detrimental effect on production processes and product quality, as well as cycle-time delays. In some cases, capital, maintenance and energy costs can be reduced by specifying variable speed drive (VSD) options for different fan, pump and compressor applications within the plant. By controlling the speed of a motor, variable frequency drives (VFDs) adjust energy use to need. By varying motor speed to meet the demand, VFDs can practically eliminate the excess energy used when running at a fixed speed. Using VFDs in compressed air systems can reduce wear on pneumatic tools and equipment, as well as the compressor motors. Optimizing compressed air flows in manufacturing operations can reduce scrap caused by contaminated products or malfunctioning equipment and maintain energy efficiency by not over-treating compressed air.
 Image 1. Typical screw compressor (Images courtesy of Mitsubishi Electric Automation)
Image 1. Typical screw compressor (Images courtesy of Mitsubishi Electric Automation) Image 2. Typical facility
Image 2. Typical facilityMotor Technology Makes a Difference
Recent advances in motor technologies have improved the efficiencies of VFDs on compressors. The use of synchronous reluctance motors has helped improve low-speed performance, offering constant torque performance and accuracy. These motors are efficient because the current does not flow to the rotor, so there is no secondary copper loss. Magnetic flux is generated by the permanent magnets, so less current is required to drive the motor. The power density of the synchronous reluctance motor is greater than an induction motor, so it produces more power at a smaller size. Synchronous reluctance motors can also continuously deliver high torque at low speed and run cooler with less stress.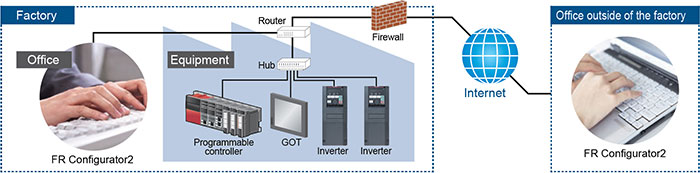 Image 3. Ethernet communication diagram
Image 3. Ethernet communication diagramBringing IIoT to Compressor Usage
Communication options provide the key to optimizing efficiencies of the overall system, regardless of the application. This improves availability of the machines, quality of the products and processes they support, and maintenance expenses. Today’s drive technologies have embraced the use of Ethernet communications so cascaded drives in a multicompressor system can balance themselves by communicating to each other. Adding Ethernet communications allows the VFD to communicate to remote monitoring systems for preventive maintenance and performance monitoring. Mobile users can have real-time monitoring and alarms sent directly to their smartphones or remote monitoring stations to mitigate any downtime. Accumulating actual runtime performance data of the compressor system provides the user or OEM the ability to determine failure mode probabilities, typical anomalies to be expected in the systems and predetermined corrective actions. These actions can include service work orders and parts orders when downtime is anticipated. The advancements in industrial internet of things (IIoT) offerings from VFD vendors has enabled compressor OEMs to offer service enhancements and uptime guarantees matched to energy performance and compressor availability. When looking at VFD options for compressor and/or pump systems, be aware that each generation produces higher efficiencies, integrated PLC functions, improved diagnostics and communications, and improved environmental operating characteristics. Today’s VFDs typically include built-in PLC logic, safety functions, open loop detection, adjustable modes, communication over Ethernet, wireless and mobile operating panels, diagnostics that reflect sensor inputs from outside the drive, and flexible ramp rates and alarm settings to provide maximum adaptability.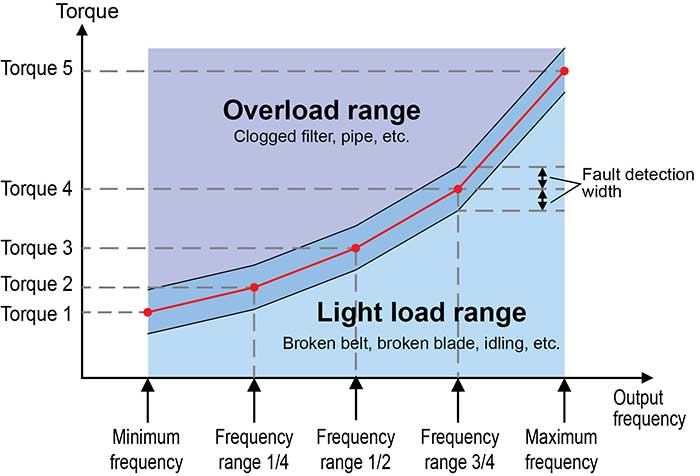 Image 4. Torque diagram
Image 4. Torque diagram