

Liquid ring vacuum compressors are used across process industries, especially for the recovery of gases and vapors. They are used in applications where severe conditions exist and safety is a critical requirement. Demand for this equipment is expected to continue to grow at nearly 5 percent a year through 2029 because liquid ring compressors offer reliable solutions in refinery applications that recover flare gas. Liquid ring compressors also are ideal for specialized applications such as chlorine or hydrogen compression and in the production of vinyl chloride monomers, biodiesel or ethanol, and other transesterification processes.
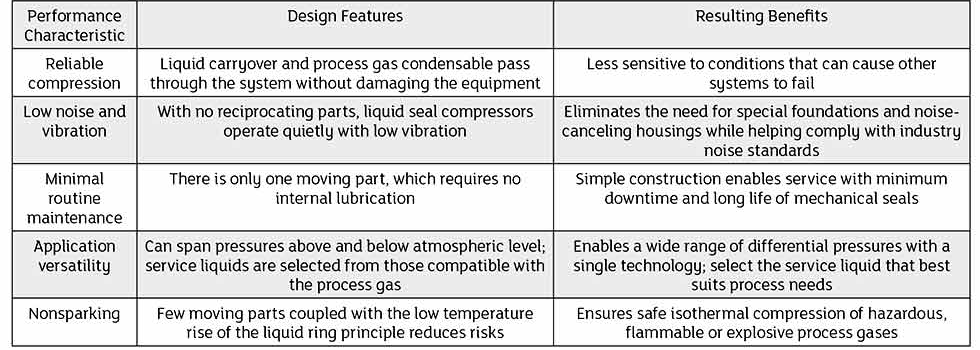 IMAGE 1: Characteristics of liquid ring vacuum compressors (Images courtesy of Flowserve)
IMAGE 1: Characteristics of liquid ring vacuum compressors (Images courtesy of Flowserve)Gas has an intimate contact with the service liquid, which results in a nearly isothermal compression that correlates to lower discharge temperatures. Liquid ring compressors can handle condensable gases that could adversely affect other technologies.
Different liquids can be used as a seal liquid, the most common being water, making them ideal for applications in which process contamination is prohibited. Mechanically, there is no metal to metal contact in the compression chamber compared to reciprocating or piston-type compressors.
Use in Demanding Industrial Processes
The main applications for liquid ring compressors include flare gas recovery and processing of especially aggressive, flammable or corrosive gases and vapors found in:
- Chemical processing
- Chlorine compression
- CO2 treatment
- Ozone bleaching
- Vinyl chloride monomer (VCM) or aromatics recovery
- Water treatment
Key processes include:
- Batch reactors
- Deaeration and gasification
- Gas compression
- Flare gas recovery
- Off-gas recovery
- Vent gas compression
- Vapor recovery
The only rotating part is the rotor assembly. All these benefits combine to provide the end user with an operating compressor that will have a long life cycle with less downtime and maintenance costs.
How Liquid Ring Compressors Work
Liquid ring compressors occupy a special position among the types of compressors because there is no contact between the individual parts to create friction:
- An impeller with curved blades rotates inside a cylindrical casing filled with a service liquid (typically water).
- The rotation creates centrifugal force that forms a moving ring of fluid against the interior wall of the casing.
- This results in a volumetric expansion in the outflowing section of the liquid ring, which causes the gaseous process medium to be drawn in via the inlet port in the guide plate.
- In the inflowing section of the liquid ring, the volume is reduced, compressing the medium.
- After compression, the medium is discharged via the outlet port in the guide plate with the service liquid.
The medium being pumped comes into contact with the service liquid, thus allowing these media to affect each other.

Liquid Ring Performance
Some compressor technologies can become unreliable when liquids, particles (debris) or vapors are present in the process medium. Liquid ring machines efficiently handle the process gases, which are separated from the unwanted liquids or vapors and recirculated or recovered.
Comparing Compressors for Flare Gas Recovery
Liquid ring compressors can be preferred for flare gas recovery applications because of their high reliability and low initial and maintenance costs.
 IMAGE 3: Life cycle costs of various types of compressors. (Source: Future Market Insights [2014])2
IMAGE 3: Life cycle costs of various types of compressors. (Source: Future Market Insights [2014])2Compressor Design
The rotors of some liquid ring compressors available today have been designed with an increased hub diameter for maximum loads in terms of bending load and intrinsic frequency. Any axial loads are absorbed by oil-lubricated bearings. The bearing clearance is kept as short as possible to prevent shafts bending under any operating conditions. Other features to consider when evaluating which compressor best matches a user’s process requirements include:
Isothermal efficiency
The vanes of each impeller inside a liquid ring compressor are curved for optimum energy transfer. As the compression power is derived from the energy generated by the rotary movement of the liquid ring, the amount of energy it contains should be at least equivalent to the isothermal compression rating. The design supports stable liquid ring conditions over the full available pressure ratio between inlet and outlet pressures. Internal guides for the service liquid minimize internal losses on the axial sealing surfaces between the impellers and guide discs. Overflow losses are then reduced.
As a result, isothermal efficiency is improved by as much as 23 percent³ while also reducing power consumption.

Reduced radial forces
A second stage is used on some compressors to manage high differential pressure. The center body of this stage is designed so that the liquid ring flows into and out of the impeller blade cells twice during each revolution of the impeller. This ensures that radial forces are avoided and shaft deflection is minimized in order to reduce vibrations, which can negatively affect efficiency and service life.
Variable gas outlet temperature & water consumption
Water for cooling can be kept to a minimum with liquid ring compressors and a system of pre- and after-coolers. Temperature control can also ensure that components in the medium do not harden and block the processing system.
After the mix of gases and liquids has been discharged from the compressor, the liquids can be removed from the gas in a separator and reused as service liquid after having been cooled. Cooling is necessary because most of the heat generated during compression and the various condensation processes is absorbed by the liquid. Some of these compressors can manage service liquid flows from 53 to 106 gallons/minute.. The compressors also react predictably to different amounts of water to keep compression performance stable.
Cast vs. welded parts
Higher performance and reliability are achieved by casting the main parts such as casings and impellers instead of welding them. Cast materials show more rigid behavior compared to welding constructions. In addition, welded parts must be inspected through radiographic examinations and dye penetrant tests to confirm they comply with API 681 standards. Users can avoid these costly and time-consuming quality checks with cast parts. Users should ask manufacturers how they design and test their castings. Some compressor manufacturers engineer their machines based on the results of casting simulation. This makes it possible to visualize mold filling, solidification and cooling, and predict the location of internal defects such as shrinkage porosity, sand inclusions and cold shuts.
Discharge connections on left or right
Look for liquid ring compressors with a discharge connection on the shaft level that can be connected on the left or toward the right side of the casing. This saves space and enables machines to be arranged face to face or back to back on a skid. The compressors can be set in all positions by changing the location of the discharge flange. Casing designs that position the discharge connection at shaft level also help technicians avoid overfilling the compressor at startup. A machine completely filled with liquid can be damaged by deformation of the shaft and impeller cells.
Reduced vibration
Some designs for liquid ring compressors shrink the distance between the shaft bearings and the attachment points on the feet of the machine to a skid or the floor. Deflection and amplitude during operation are reduced while the elastic vibration behavior of the compressor is positively influenced. As a result, vibration is reduced. This prevents excessive material stress, premature aging, and damage to bearings and mechanical seals.
Integrated rotor support
Look for liquid seal compressors with mechanical seals designed to include an internal rotor support, which enables easy access to the bearings for service. The seal is designed to carry the static rotor weight. Other designs require technicians to disassemble the compressor on-site, disconnect the piping, and lift the machine with a crane for transport to an off-site repair center. Look for a liquid ring compressor with integrated rotor support to change bearings on-site.
Compliance API 681 Standard
The API 681 standard addresses the minimum requirements for liquid ring vacuum and compressor systems for service in the petroleum, gas and chemical industries. Updated requirements are expected in 2021. Users should determine whether the machines they are considering purchasing incorporate an in-between bearing design that will meet the API 681 requirements.
A Modern design
Higher performance, reduced maintenance and repair costs, and a longer service life can result from adopting liquid ring operating principles. A modern, rigid liquid ring compressor design will meet the API 681 standard and can be verified with simulation tools. Liquid ring compressors also incorporate energy-efficient design features that lower water consumption and save space in facilities for petroleum, gas, chemical and general processes.
References
- Persistence Market Research, “Global Market Study on Liquid Ring Vacuum Pump: High-capacity Pumps Penetrating Oil & Gas Industry,” October 2019.
- Future Market Insights, “Global Flare Gas Recovery Systems Market Analysis & Opportunity Assessment, 2014 – 2020,” 2015.
- Flowserve internal research, 2020.
