
Looking at the big picture, asking the right questions and incorporating teamwork can determine the cause of failures.
11/11/2014
If used properly, the different approaches to root cause failure analysis (RCFA) all achieve the goal of finding the reason for failure. The differentiator is the process or program used to reach this goal. When choosing between programs, most people lean toward the one that is easiest to understand and use. RCFA programs are no exception. One motor company had an opportunity to use this method when a plant contacted the company about pricing for replacement circulating water pump motors. After asking a few questions, it became clear that the problem was larger than a motor issue. This prompted a series of key questions to help the motor company fully understand the situation.
Asking the Right Questions
After further discussion with plant personnel, the motor company established the history of the problem and had a thorough understanding of the current situation. The failure mode the plant experienced is a common issue in power plant circulating water pump applications. In this case, the company asked for the following information:- Motor repair history mean time between repairs (MTBR), which established when the plant began experiencing failure
- Pump MTBR
- Catastrophic events that occurred with the motor and pump or times when equipment was in failure mode
- Plant operation, especially starts and stops
- Pump start and stop procedure
- Changes in the plant or system
- Pump and motor installation procedure
- Plant load swings or whether the envelope changed over time
- Pump system behavior during high condenser back pressure
History & Current Situation
The coal-fired power plant was built in 1985 and has two coal-fired boilers, referred to as Units 1 and 2. Each unit has a natural-draft cooling tower to cool the circulating water with two 50 percent capacity vertical circulating water pumps. The circulating water is pumped from each cooling tower basin through the condenser and back to the cooling tower by the circulating water pumps. The circulating water pumps have a mixed flow design. Each pump produces 113,750 gallons per minute at 76 feet of head. The pumps are direct coupled to 3,000 horsepower, 514 rpm induction motors (see Figure 1).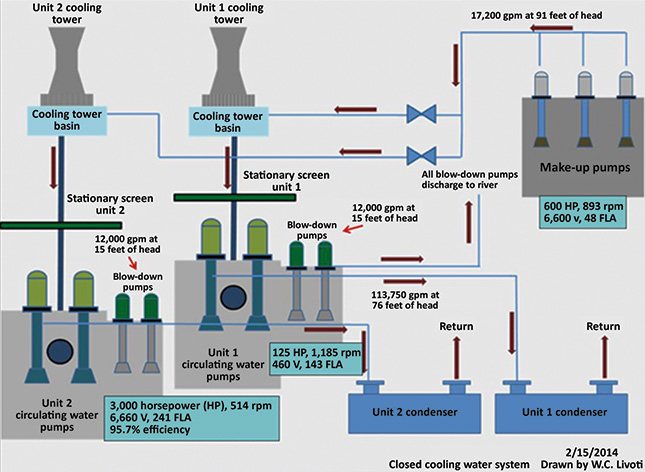 Figure 1. Process flow diagram. (Graphics courtesy of WEG/Electric Machinery)
Figure 1. Process flow diagram. (Graphics courtesy of WEG/Electric Machinery)Failures
One of the circulating water pumps in Unit 2 (2B) experienced most of the motor-related failures. Typical motor issues included the bottom bearing being wiped or the rotor coming into contact with the stator. Plant maintenance records indicated that all four pumps had begun to experience wiped bearings during the past few years when the plant began swinging load. During a walk-down of the entire cooling water system, the motor company reached the following conclusions about the circulating water pumps:- Intake structures were badly degraded, concrete was crumbled and the discharge pipe support had broken loose from the concrete mount.
- Unit 2B had a replacement motor because of catastrophic failure.
- Significant shimming was used between the motor and motor mounting surface.
- The Unit 2B motor stand was 0.060 inches out of level.
- Unit 2B began experiencing issues upon commissioning. The plant does not have a hard specification for repair.
- Pump MTBR increased over time.
- Catastrophic events occurred with both the motor and pump in Unit 2B.
- The plant remains on line, and the circulating water pump operates 24 hours per day, seven days per week until an outage occurs.
- The pumps are started and stopped against closed discharge.
- Load swings increased over time.
- Pump and motor installation procedures are inconsistent because of high plant personnel turnover.
- The plant swings load across a wide range, especially during the past five years.
- Pump and motor vibration increases during high condenser back pressure. This is typical when catastrophic failure occurs.
Root Causes
The root causes were determined to be alignment, pump installation, degraded intake and support structure, net positive suction head (NPSH) and motor repair specification. Reliability in a vertical pump application begins with the installation. For a circulating water pump application, this would include the intake structure, sole plate, motor stand and suction discharge piping (see Figure 2). The intake or support structure must be able to tolerate the corrosive effects of the environment as well as stresses from starts and stops and handle the weight of the pump and motor.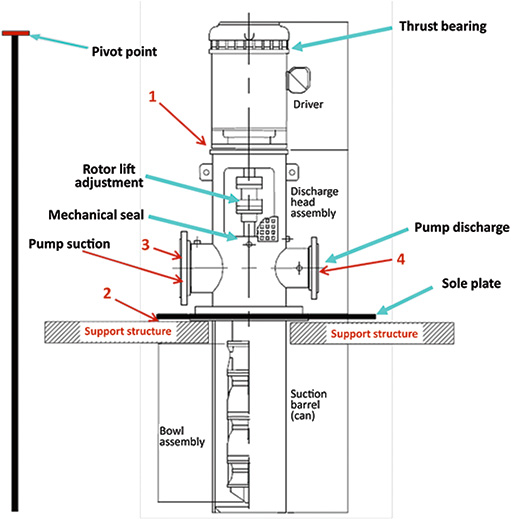 Figure 2. Critical areas of a vertical pump must be taken into account during installation. Points 1 and 2 identify critical areas that must be level within HI Standards. Suction and discharge flange loading, points 3 and 4, must be within HI Standards.
Figure 2. Critical areas of a vertical pump must be taken into account during installation. Points 1 and 2 identify critical areas that must be level within HI Standards. Suction and discharge flange loading, points 3 and 4, must be within HI Standards.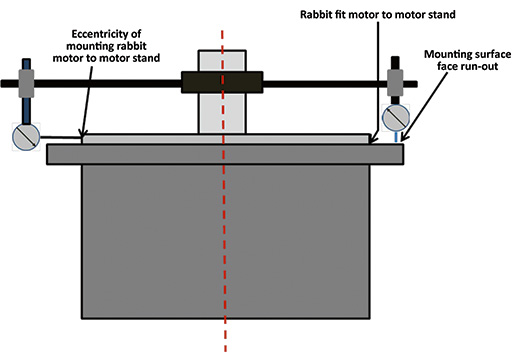 Figure 3. Procedure for checking motor run-out and eccentricity
Figure 3. Procedure for checking motor run-out and eccentricity