
Previous articles in this series explained how oversized piping systems can have higher operating and maintenance costs. Higher maintenance costs can adversely affect the reliability and uptime of piping systems. All these factors have a detrimental effect on plant profitability. My last column (Pumps & Systems, March 2014) explained how the plant’s financial management team could estimate the magnitude of potential savings using readily available plant operating data. Once team members feel that the risk/reward is sufficient, they may choose to proceed with a pilot pump system improvement program. The most difficult step is implementing the financial management team’s goals and objectives into plant operations. The financial managers may think the program is valuable, but the plant’s operation and maintenance staff still must be convinced. This article discusses how to overcome the resistance to setting up a pump system improvement program. The first step is selecting the team leader. For the program to be successful, the team leader must be dynamic and able to involve the major players in overall plant operations to see the program’s value for their workgroup or department.
Overcome Resistance to Change
When beginning any new program, the team leader will often experience resistance to change. This must be addressed. The value of the program must be sold to the key individuals who will run the program. In most cases, reluctance to implementing a pump system improvement program exists for three primary reasons:- Pump systems are designed to meet future needs, and most people do not want to lose the extra capacity.
- Many people at a plant do not have a clear picture of how the different elements in pumping systems interact. As a result, they may feel these systems are difficult to understand and do not want to make changes to something they do not fully understand.
- The process systems that are being evaluated generate the plant’s revenue, so many people are reluctant to change the process unless they are assured of a positive financial outcome.
Recognize Why Systems are “Over Built”
Systems are over-designed to account for unknown conditions. For example, the system may be designed to meet future needs versus the expected current market needs. During the equipment sizing process, additional design margins are added to accommodate unknown factors before the system is built. Using these margins in the design process is similar to purchasing insurance to protect against life’s unknowns. Just like insurance, a cost is associated with over-designing systems, specifically an increase in capital cost, as well as operating and maintenance costs. I would never recommend designing a system without considering potential unknown factors, but plant owners need to realize that once the pumping system is in operation, many of the unknown factors become apparent. For example, if the system was sized for a design flow rate of 500 gallons per minute (gpm), but it has been running for the last four years at 250 gpm, a major cost reduction is possible. The goal of the pump system improvement program is to evaluate the actual operation of pumped systems and improve the total system efficiency to meet current plant operation requirements.Understand the System
Pump systems span many departments within an operating plant, and different groups must work together to find a common solution (see Figure 1). A pump is powered by an electric motor that converts electrical energy to mechanical energy. The rotating impeller in the pump converts mechanical energy to hydraulic energy in the fluid.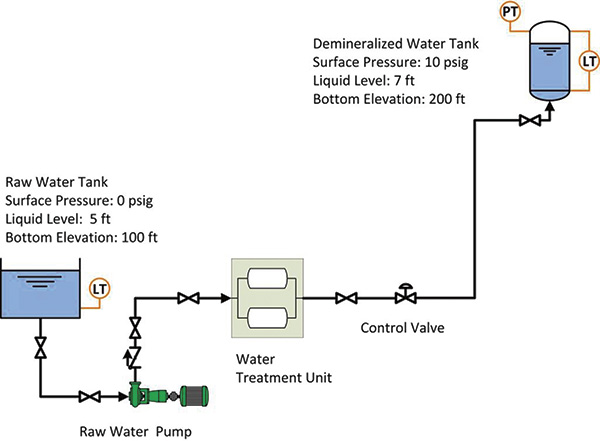 Figure 1. Deionized water system
Figure 1. Deionized water systemReluctance in Changing Process Systems
Because the process system generates plant revenue, people can be reluctant to make changes to an existing process system unless the changes will increase plant output. Most plants will gladly modify a system to increase system output, even if the changes require additional equipment that must be purchased, operated and maintained. If market conditions warrant and the increased capacity and return on investment can be justified, the changes are often made. With a system that is not operating efficiently, plant managers are likely not aware of how inefficient their pumping systems are. If a system is operating inefficiently (because of an oversized pump) and system improvements are made without a reduction in system capacity, the system’s profitability is increased. Often, improvements to system efficiency can occur without purchasing new equipment. Increased profitability is possible either by increasing the system’s capacity or removing the system’s inefficiencies. Any change that can improve profitability should be considered if the risk/reward ratio is sufficient.- Identifying systems that have significant savings potential
- Developing a method for evaluating the existing system
- Personnel required to run the program
- Instrumentation requirements
- Method of presenting the results
- A means of evaluating proposed system improvements
