
If someone is being chased by a lion in the Serengeti, he definitely wants to run fast. A world-class sprinter’s ability to run fast is a positive attribute that may help her win a gold medal. However, a peristaltic pump running fast may be detrimental to an end user’s operation. Many types of peristaltic pumps are available, and some of the designs include shoe, double roller and single roller.
Shoe Design
A shoe-design peristaltic pump typically has two shoes that drag across the rubber hose to create the occlusion of the hose. This is one of the earliest types of designs available. Unfortunately, the dragging action creates a significant amount of friction, resulting in heat build-up within the pump casing and the rubber hose. This type pump typically requires a significant amount of lubricant (usually glycerin) to dissipate the heat and lubricate the dragging action of the shoe against the rubber hose.
Even with the glycerin lubricant cooling the pump and its internals, the pump is limited to how fast it can run. If it is a large diameter (2.5-inch to 4-inch) peristaltic pump, the speed limit may be because of the heat generated during operation. Most large diameter, shoe-design peristaltic pumps are limited to approximately 40 rpm.
If an end user needs the pump to run faster than 40 rpm, then the pump can only be run intermittently. For instance, an end user could run the pump at 60 rpm for one hour, but it would need to cool for two hours. If an end user chose to run the pump faster for longer than one hour, then the hose’s mean time between failure (MTBF) would likely decrease to an unacceptable level.
Also, the amount of glycerin required for these pumps is extreme. A 3-inch pump may require 10 gallons of glycerin. The glycerin may cost approximately $100 per gallon or higher. With each repair that results from running the pump too fast, an end user will have to dispose of 10 gallons of contaminated glycerin, which can cost up to $1,000 per hose to change.
Since the shoes drag across the hose, significant starting torque is required to get the shoes moving. If running at low rpm with this type pump, end users may trip the variable frequency drive (VFD) because of the high load on the motor.
Figure 1 depicts a shoe-design pump’s limitation for running at different flow rates. The faster the pump runs, the more it moves outside continuous duty and must run at intermittent duty. The pump could run for a period of time and then would need to be shut down for an equal period of time or longer to cool. Also, the temperature of the pumped fluid can move this type pump into the intermittent duty area of the pump.
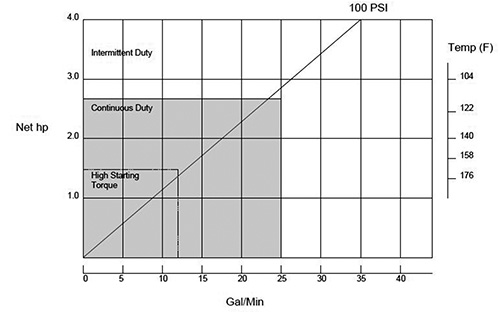 |
| Figure 1. The limitation of shoe-design pumps for varied flow rates |
One might suggest running the pump slower to remain in the continuous flow range. Unfortunately, the end user would have to compromise the pump’s flow rate or increase the pump size by one to two sizes to remain in the continuous flow area to do this. Also, the torque would increase to a high starting torque area. This is common for shoe designs because of the drag of the shoes against the rubber hose on start-up. If an operator runs the pump slowly, the VFD may be tripped frequently. In many cases, the motor size must be larger compared to single-roller pumps.
Figure 2 is an example of a shoe-design peristaltic pump. The two shoes rub the hose as it revolves and compresses the hose two times every single revolution.
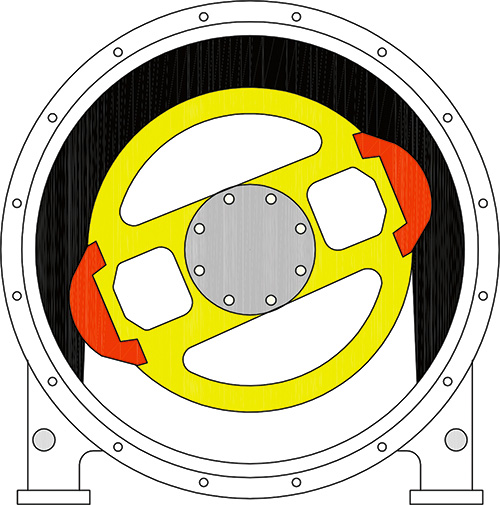 |
| Figure 2. Dual-shoe design pump |
Single-Roller Design
Figure 3 is an example of a single-compression, roller-design pump. This type pump can be run up to its maximum rpm and run continuously without significant heat generation or destruction of the hose. The only effect of running at up to its maximum speed will be an increased number of compressions on the hose. However, this type of device has half the number of compressions per revolution compared to dual-shoe or dual-roller designs. Even running at twice the speed of other designs, a single-compression design will, in most cases, provide better hose life.
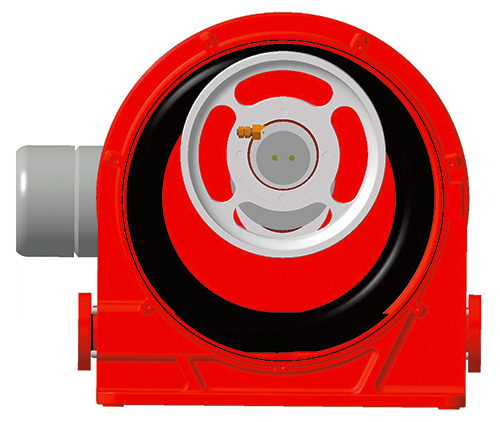 |
| Figure 3. Shoe design or multiple-roller design peristaltic pumps will experience half the hose life compared to single-roller designs. |
Since a single-roller pump can be operated continuously at almost twice the speed, it can typically be one size smaller than other designs and provide the same flow rate. For example, a dual-shoe pump manufacturer may recommend a 4-inch (100-millimeter) pump to move 150 gallons per minute (gpm). However, a single-roller design at 3 inches (80 millimeters) can pump up to 176 gpm continuously—providing a much smaller footprint, lower spare parts consumption, less expensive spare parts and lower energy consumption.
Also, a 4-inch (100-millimeter) shoe-design pump will have a maximum continuous flow rate of about 200 gpm. However, a 4-inch (100 mm) single-compression, roller- design will have a maximum continuous flow rate of 440 gpm—more than double the flow rate can be accomplished with larger diameter, single-roller designs.
Figure 4 shows the flow for a single-compression roller design—a 1.5-inch (40-millimeter) pump. It indicates continuous duty. The pump, hose and glycerin do not experience heat at any significant level, so the pump can be run at high rpms continuously.
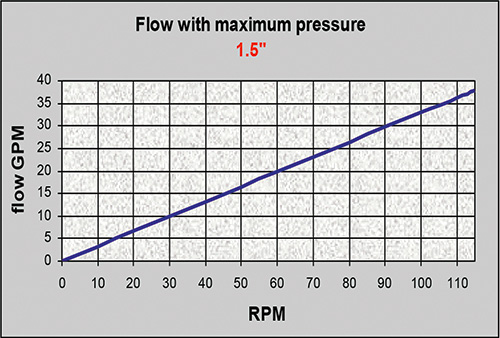 |
| Figure 4. Flow for a single-compression roller design |
When calculating the lifetime cost of a pump, the purchase price and the seven-year operational costs are used. The maintenance costs of a dual-shoe design or multiple-roller design peristaltic pump are significant. Using a single-roller design instead can save up to 70 percent per year.
Table 1 compares the operating costs of a 2.5-inch (65-millimeter), single-compression roller pump that replaced a 4-inch (100-millimeter), shoe-design pump at a power plant. The two pumps moved lime slurry. The savings were so significant that the power plant was able to replace a second dual-shoe design with a single-compression roller design with the savings in maintenance costs within nine months.
Users of peristaltic pumps have been accustomed to making sure their pumps rotate slowly to ensure the longest hose life. This is wise if the ultimate goal is to maximize the uptime of your pumps. However, if an end user must run the pumps continuously at high rpms, then a smaller, single-compression roller design is the better choice. Many customers are shocked to see a peristaltic pump rotating at higher rpms. In this case, the consumer should be shown how the faster rotation is normal with the new generation of peristaltic pump technology.
Hose Compression
With multiple-shoe and multiple-roller designs, the rubber hose is compressed two or more times with every revolution. In most peristaltic pump applications, the No. 1 determining factor of how long the hose will last is the number of times that the hose is compressed. The pumped medium’s make up or abrasiveness is usually not a significant factor in hose life. Therefore, shoe designs and two or more roller designs will experience a minimum of two times shorter hose life than single-roller designs. Because of the increased heat caused by friction, the hose life of dual-shoe or dual-roller designs is even more diminished. In many cases, the hose life of a single-roller design will be three to five times longer than dual-shoe or multiple roller designs.
Conclusion
Faster is not always better. Running a peristaltic pump slower to maximize hose lifetime is recommended. However, when faced with the price tag of a 4-inch (100-millimeter) shoe design compared to a 2.5-inch (65-millimeter) single-compression roller design and calculating that both pumps will provide the same flow rates, end users will likely select a single-compression roller design for extended run time and minimized wear. Users experience less energy consumption, lower spare parts cost, decreased glycerin consumption, and greater uptime or pumping availability. Some customers using continuous duty, 4-inch (100-millimeter) dual-shoe designs have the unfortunate distinction of purchasing $15,000 to $20,000 of glycerin per year for their pumps. This huge amount of glycerin consumption is not required with a single- compression roller design. Therefore, with new single-roller technology, it is acceptable to allow the pumps to run faster. P&S
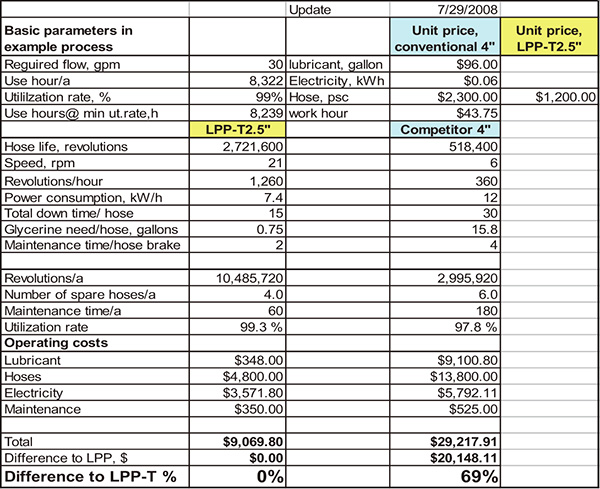 |
Table 1. The operating costs of a 2.5-inch (65-millimeter) single-compression roller design pump versus the costs of a 4-inch (100-millimeter) shoe-design pump at a power plant |
