

In sanitary mixing and blending, powder induction is often an afterthought. Despite the critical inclusion of certain dry ingredients in food and beverage products, not much has been done to improve the incorporation of such ingredients. They are often dumped into tanks manually and mixed using low-speed agitators or handheld mixers—until recently.
(Images courtesy of Ampco Pumps)
Sanitary inline mixers and blenders speed up this process through powder induction. These powder induction blenders make homogeneous ice cream mixes, peanut butter, mayonnaise, beers and seltzers, brines for injection and salad dressings that do not separate. Common ingredients that lend themselves to inline induction include everything from simple granulated sugars and salts to anhydrous dairy powders, flavorings and rheology modifiers like carbomers and gums. A well-tuned powder induction system can efficiently and precisely handle the addition of these ingredients while also minimizing hazards common to powder ingredient handling.
Why Induce Dry Ingredients?
Powder induction has many benefits, and efficiency is one of the biggest. Old dump and mix methods cause the formation of agglomerates, floating particles, dusting and lengthy mixing times. Powder induction reduces or eliminates dusting due to the vacuum created where the liquid and powder come into contact. The product is dispersed evenly and quickly as it enters the liquid, resulting in less powder needed to create the desired mixture. Another important benefit is worker safety.
Powder induction removes the need for workers to climb a ladder to the top of a 20-foot mixing tank. Ingredients can be safely added at ground level instead. The risk of dust inhalation for workers or explosions is also greatly reduced. Ultimately, powder induction can support an efficient and repeatable in-house mixing process for dispersing dry ingredients into liquid.
How Does It Work?
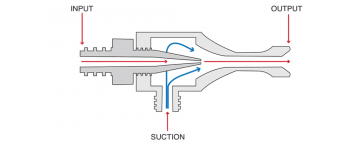
Early inline powder induction systems used an eductor to induce a pressure drop and pull dry powders into a liquid stream. Eductor pumps are true Venturis and work efficiently without any moving parts. However, they may be unsanitary, difficult to clean and would not stand up to 3A certification.
Using the same principle as an eductor, manufacturers have been able to mimic this Venturi effect in clever ways. One is by using sanitary tees with carefully set throttle valves to create an artificial vacuum below a hopper. Bags of powder can be dumped at ground level instead of at the top of a tank.
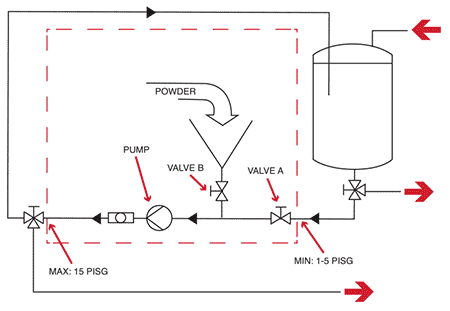
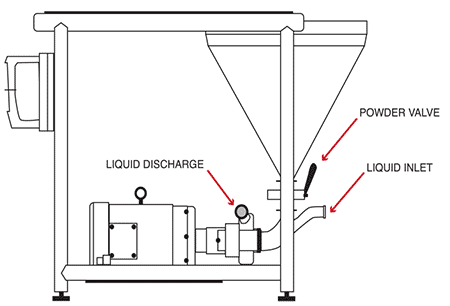
A further evolution from the standard straight-cut tee is a purpose-built induction elbow, also known as a jet inducer. This device restricts the flow coming into the system even more and increases the differential pressure across the hopper without the need for a throttle valve (Image 2). The induction elbow passes liquid through from the batch tank to the pump inlet and the tee branches upward toward the hopper. A proper setup would have a valve directly beneath the hopper to retain powder and to meter powders, which are harder to induce (Image 3).
Why Does It Work?
The main physical principle behind Venturi-based powder induction systems is the Bernoulli principle. It applies the law of conservation of energy to fluid flowing in a system. Bernoulli states that at two points along a stream in laminar flow, the sum of all forms of energy at those points is the same. With some slight manipulation of the Bernoulli equation, it can be simplified for two points in a system where the fluid density and height do not change, leaving the basis for the Venturi effect (Equation 1):
EQUATION 1: P1 A1 v1 = P2 A2 v2
This means that where there is a reduction of cross-sectional area in a pipe (A2 < A1), either the fluid velocity (v2) or the pressure (P2) must increase. Liquids are considered to be incompressible. For an incompressible fluid in laminar flow, the velocity must increase as the cross-sectional area is reduced and flow is restricted. Per Bernoulli’s principle, as the velocity of a fluid increases, the pressure of that fluid must decrease, so the total kinetic energy of the fluid remains the same. The Venturi principle is used in many real-world applications, including carburetors, gas stove burners and airplane wings.
Inline Powder Induction
While inline powder induction is safe and efficient, it can also be a headache if basic best practices are not followed. Many factors go into a successful inline powder induction run. Clogs, dusting, rat-holing and wet out can all bring an induction run to a halt. It is important to identify and maintain a strong, laminar jet of fluid beneath the hopper. Gums and thickeners must be metered slowly so the viscosity does not clog the line or create a rapid pressure increase in the pump. Sticky, clumpy product might require a hopper vibrator to keep powder flowing into the valve. Knowing the product, equipment, proper equipment sizing, preparation and cleaning between runs can eliminate even the most stubborn induction issues.
In some cases, the addition of an inline shear-mixer is used to help resolve these issues or add additional processing capabilities. When used as part of a powder induction system, inline shear-mixers can induce and blend ingredients in a single pass, reducing batch times and potentially eliminating in-tank mixers or homogenizers downstream.
When done correctly, inline powder induction can be a great way to quickly hydrate gums and thickeners, rapidly incorporate powders, dissolve salts, disperse solids and deagglomerate clumps. Inline powder induction systems are efficient, reduce production time and product waste, homogenize finished products and keep workers safely planted on the ground.
