
A reciprocating power pump, as depicted in Figure 1, is a displacement machine. It has characteristics that are different than a centrifugal pump. Therefore, the system required for a displacement pump is different than that required for a centrifugal pump, and the operating procedures are also different. For instance, it is common practice to start a centrifugal pump against a closed discharge valve. Starting a displacement pump against a closed discharge valve can damage it. Preferably, a displacement pump should start against negligible discharge pressure. Starting a centrifugal against negligible pressure can damage it.
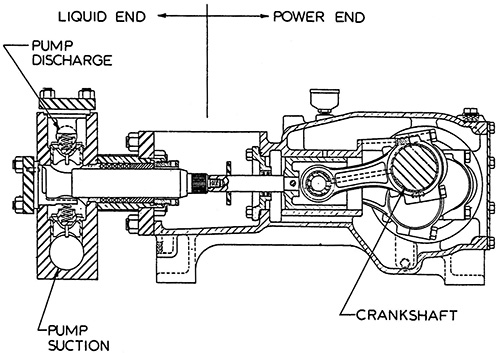 Figure 1. A triplex power pump with springs on both the suction and discharge valves and a threaded connection between the plunger and crosshead extension
Figure 1. A triplex power pump with springs on both the suction and discharge valves and a threaded connection between the plunger and crosshead extensionTherefore, to properly select, apply and operate a power pump requires knowledge of its unique characteristics. Some of these characteristics will be presented by stating common myths, misconceptions or misunderstandings and hopefully dispel some of them in the following list. Since some are not really full-blown myths, just misconceptions or misunderstandings, they will be called “MM.”
MM 1
Power pumps are self priming.As was learned from operators of pressurized-water nuclear power plants, when a power pump ingests a slug of gas while running, one or more pumping chambers can become “vapor-locked” and cannot expel the gas and regain prime. It is necessary to reduce the pump discharge pressure to near (or below) suction pressure to allow the pump to reprime, and if the pump is running at a high speed with the necessary strong valve springs, priming may be more difficult.
MM 2
If the first power pump chamber becomes primed, the remaining chambers will automatically become primed.If this were a multistage centrifugal pump, the statement would be true because all impellers are in series. However, in a multiplex power pump, the plungers (pumping chambers) are in parallel, so one chamber can become primed while the other chambers remain “vapor-locked.”
MM 3
To prime a power pump, it is necessary to disassemble the liquid end.A project engineer once told me that, when starting a new processing plant containing new power pumps, to prime each pump, he would remove each discharge valve cover, remove each discharge valve, fill each pumping chamber with liquid and then reassemble the pump. He was pleased to learn that this laborious process was unnecessary. If the design of the system allows the operator to start the pump against negligible discharge pressure, most power pumps will prime all pumping chambers. Disassembly is not required.
MM 4
If the pump is driven by a variable speed driver, a bypass line is not required.As discussed above, priming a power pump requires reducing the discharge pressure to near suction pressure, and this is typically accomplished by opening a valve in a bypass line, which connects back to the suction vessel. Such a line is illustrated in Figure 2. A variable speed driver does not eliminate the need for a bypass line.
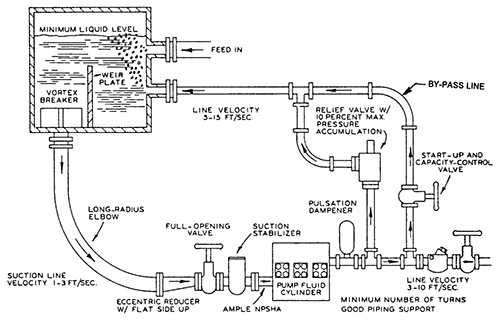 Figure 2. The system for a power pump should include a bypass line for startup and capacity control.
Figure 2. The system for a power pump should include a bypass line for startup and capacity control.MM 5
The motor driver for a power pump needs to have a high starting torque.This misconception arises from the difficulty experienced when starting a power pump against a high discharge pressure. For many reasons, the pump should be started against negligible discharge pressure. The requirement for a high starting torque driver is thus eliminated.
MM 6
A power pump can be run backward satisfactorily.Although the liquid end will pump the same regardless of the direction of the crankshaft rotation, running a power pump backward can result in a hot power end, power end knocking, reduced lubrication to the crossheads and bearings, and shorter packing life because of the resulting oscillations of the plungers.
MM 7
Small, high-speed pumps produce lower pulsations than large, low-speed pumps.It has been stated that a smaller pump, running faster, for the same capacity, will produce less pulsation in the suction and discharge piping. That is not true because, as seen in Figure 3, the liquid velocity variation produced by a triplex pump, for example, is typically 25 percent of the average velocity, whether the pump is large or small, running fast or slow. The acceleration of the liquid in the piping, being the rate of change of velocity, is therefore larger for a small, high-speed pump than for a large, low-speed pump when both pumps have the same capacity and the same size piping.
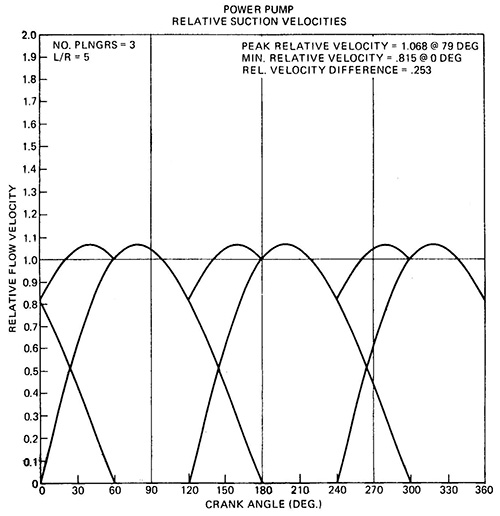 Figure 3. The velocity variations in both suction and discharge piping for the typical triplex pump are independent of pump size and speed.
Figure 3. The velocity variations in both suction and discharge piping for the typical triplex pump are independent of pump size and speed.MM 8
All power pumps require pulsation dampeners.There are installations, with triplex and quintuplex pumps, that operate satisfactorily without pulsation dampeners. These installations are usually characterized by low-speed pumps and short, large-diameter suction and discharge piping.
MM 9
A discharge pressure below the pump rated pressure indicates a problem with the pump.Unlike with a centrifugal pump, the discharge pressure of a displacement pump is established by the system. If there is low discharge pressure with a power pump, the cause is probably in the discharge system.
MM 10
Power pumps can handle significant quantities of air or other gases.This one can really be trouble. Even small quantities of free gas flowing into a power pump will shorten the lives of numerous pump components. The higher the discharge pressure, the more damaging is the gas.
MM 11
The check valves in power pumps are pushed closed by the reverse flow of the pumpage.It is the function of the valve spring to push the valve to near-closed as the plunger reaches the end of its stroke. Higher speeds require stronger springs. If the spring is not strong enough, the valve will be too far from the seat at the end of the stroke and will be slammed onto the seat by the reverse flow of the pumpage. Such action results in a noisy, rough-running pump and shaking pipes.
MM 12
All power pumps require at least 10 psi of NPSH.Power pumps, when operated near their top rated speeds, require strong valve springs to obtain smooth operation. It is typical for such pumps to require 10 psi, or more, of net positive suction head (NPSH). However, if the pump speed is reduced to a value below about 200 rpm, the springs on vertical suction valves can be removed, and the net positive suction head required (NPSHR) will drop to about 1 psi (less than many centrifugal pumps).
MM 13
A high suction pressure requires strong suction valve springs.This initially sounds reasonable, but further examination reveals otherwise. A check valve in a power pump is pushed open by the differential pressure of the pumpage. A suction valve is therefore opened by the difference between the suction pressure and the pressure in the pumping chamber. As the plunger pulls back on the suction stroke, the pressure in the chamber falls. When the pressure falls to a value that is just below suction pressure, the suction valve begins to open. The valve knows not the difference between suction pressure and atmospheric pressure. It knows only the difference between suction pressure and chamber pressure. This principle is illustrated by a low-speed pump, pumping propane, which is provided with an inlet pressure of 150 psia. To minimize NPSHR, the springs are removed from the suction valves. Pump operation is quiet and smooth, and the pump achieves high volumetric efficiency. The pump has a high suction pressure and operates satisfactorily with no springs on the suction valves.
MM 14
Because the top of the pump valve is larger than the “exposed” bottom of the valve, a significant differential pressure is required to open the valve.Figure 4, taken from an article on power pumps, illustrates this theory. The article stated that a high differential pressure was required to kick the valve open. It may be true that a valve with an elastomeric or soft plastic sealing element exhibits such a characteristic, but an all-metal valve does not require a high differential pressure to kick it open. If it did, we could not have pumps that operate satisfactorily with one psi of net positive suction head available (NPSHA).
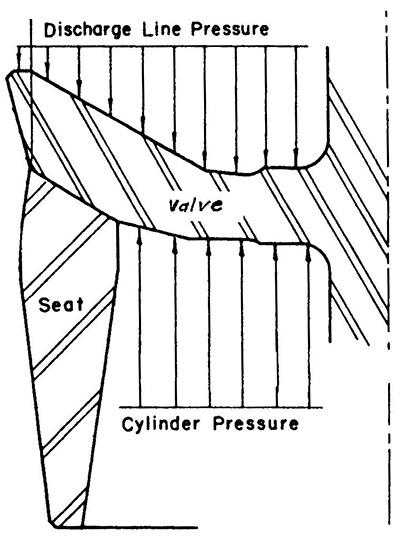 Figure 4. Illustration from a magazine article showing half of a power pump check valve. It shows the larger top area exposed to downstream pressure and the “exposed” lower area exposed to upstream pressure.
Figure 4. Illustration from a magazine article showing half of a power pump check valve. It shows the larger top area exposed to downstream pressure and the “exposed” lower area exposed to upstream pressure.As the plunger starts its stroke, the differential pressure across the valve begins to equalize. The liquid trapped between the seating surfaces is then pressurized to the pressure surrounding the valve. It then becomes only the weight of the valve, and the force from any spring, which must be overcome to lift the valve.
MM 15
The allowable lift of a power pump valve is proportional to its diameter.This concept seems to have originated with Reference 1 and was perpetuated by Reference 2. As revealed in Reference 8, the maximum allowable valve lift for smooth pump operation appears to be solely a function of the rpm of the pump crankshaft. It is independent of valve size.
MM 16
All power pumps are suitable for slurry service.Don’t believe it. Most power pumps are designed to pump only clean (non-abrasive) fluids. Slurry applications require special valves and stuffing box designs. An entire special fluid end may be required.
MM 17
The most effective method of lubricating the packing is with a high-pressure mechanical lubricator.Although injecting into a lantern ring located between rings of packing will often provide adequate packing lubrication, I have found that an atmospheric, drip-type lubricator can be more effective. It is (normally) that last ring of packing in the box (adjacent to the atmosphere) that is doing most of the sealing and is therefore creating most of the friction. Dripping oil onto the plunger adjacent to that last ring has been found to provide better lubrication in many applications.
MM 18
Packing leakage can be reduced by using the lantern ring as a bleed-off point, piping the leakage to the suction line.This scheme is illustrated in Figure 5. It has been tried a few times with unsatisfactory results, even with oil dripped onto the plunger on the atmospheric side. Why? Because, instead of just the last ring of packing rubbing hard on the plunger and creating heat, we now have three rings rubbing hard on the plunger, creating three times the heat, which overheats the packing and plunger and causes premature packing failure.
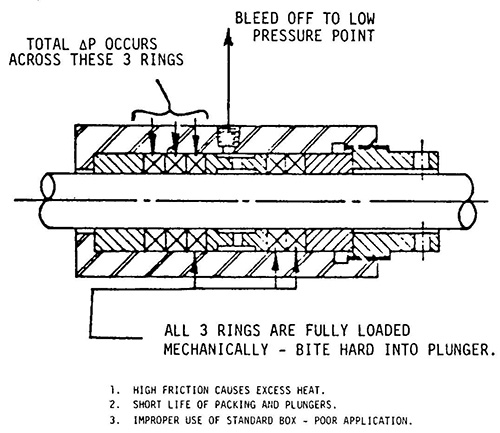 Figure 5. A lantern ring, intended for lubrication injection, has occasionally been used incorrectly to bleed off leakage to a lower pressure.
Figure 5. A lantern ring, intended for lubrication injection, has occasionally been used incorrectly to bleed off leakage to a lower pressure.MM 19
If the packing on one plunger fails, the packing on the other plungers is near failure.This is often not true. For multiple reasons, one set of packing in a pump can fail prematurely. The other sets of packing may last weeks or months longer. Because of possible improper installation or startup procedure of replacement packing, changing good packing can actually result in a shorter life. Changing all packing, when one set fails, can also mask a problem with one particular stuffing box—such as misalignment or a scored plunger. If it ain’t broke, don’t fix it.
MM 20
A very smooth surface on a plunger will shorten packing life.I have heard it said, more than once, that a very smooth plunger surface will not retain a lubricant, resulting in a shorter packing life. I have not found that to be true. I have found that a smoother plunger will wear the packing less. My observations: 16 micro-inches is good, 8 micro-inches is very good, 4 micro-inches is excellent.
MM 21
A plunger that threads into a crosshead extension will not align properly with the crosshead. Wrong. I have found that a properly designed (and machined) threaded joint will provide excellent alignment between two mating parts.
References
- Greene, Arthur M. Jr., Pumping Machinery, John Wiley & Sons, Inc., New York, 1913.
- Worthington Pump and Machinery Corp., formulas and derivations for reciprocating pump valve lift and valve springs, 1949 1953.
- Wright, Elliott F., “New Developments in Reciprocating Power Pumps,” a paper presented to the 6th meeting of the National Conference on Industrial Hydraulics, 1955.
- Wright, E. F., Marks’ Mechanical Engineers’ Handbook, 6th Edition, Section 14 Reciprocating Power Pumps, 1958.
- Collier, Samuel L., “Knocking from Valve Hammer in Triplex Pumps,” ASME Paper 83 PET 29, 1983.
- Collier, Samuel L., Mud Pump Handbook, Gulf Publishing Co., 1983.
- Henshaw, Terry L., Reciprocating Pumps, Van Nostrand Reinhold Co. Inc., New York, 1987.
- Henshaw, Terry, “Power Pump Valve Dynamics – A Study of the Velocity and Pressure Distribution in Outward-Flow Bevel-Face and Flat-Face Power Pump Valves,” a technical paper presented at the 25th International Pump Users Symposium, Houston, Texas, 2009.
- Henshaw, T., “Think power pumps are self-priming? Think again!” Hydrocarbon Processing Magazine, December 2009. 10. Henshaw, Terry, “Improve Power Pump Performance with Stronger Valve Springs”, Compressor Tech Two, July 2010.
