
With a 50 percent decrease in clearance, efficiency is increased by 2 to 4 percent.
Part One of this series discussed how wear rings impact pump reliability by increasing rotor stability—reducing vibration and shaft deflection—thereby increasing the life of the mechanical seals. Part Two examines the impact of pump wear ring clearance on pump efficiency.For decades, pump designers have known that increasing wear ring clearance leads to a loss of efficiency. However, with metal wear rings, even the minimum clearance as specified by API610 is substantial. Because the clearance cannot be reduced between two metal rings without an increased risk of pump seizure, metal wear rings limit pump efficiency.
Using non-metallic wear rings, the metal-to-metal interfaces within the pump can be eliminated, and wear ring clearance can generally be reduced by 50 percent. This change produces a significant improvement in pump efficiency.
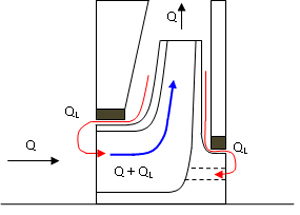
Figure 1. Leakage across wear rings back into the impeller
Pump Efficiency Impact
Wear rings act as a seal between the high-pressure and low-pressure regions within a pump. Leakage past the wear rings (QL) recirculates within the impeller as shown in Figure 1. The operators only see the flow coming out of the pump (Q). The total energy consumption of the pump, however, is a function of Q + QL—the total flow through the impeller (Lobanoff, Ross).
Obviously, if we reduce the wear ring clearance, we reduce QL and therefore reduce the power required to obtain the same flow (Q) from the pump. As we will see, QL is often a substantial percentage of the total flow within the impeller.
The relationship between Q and QL is a function of the pump specific speed (NS), which describes the hydraulic performance of a pump. The calculation is:
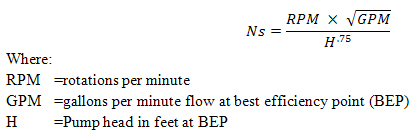
Pumps with low specific speed values are said to have “radial flow” impellers. These pumps put up high heads at relatively low flow rates—such as boiler feed water pumps. Conversely, pumps with high specific speed values are said to have “axial flow” impellers. These pumps put up low heads with large flow rates—for example, cooling water pumps.
The relationship between efficiency, wear ring clearance and specific speed has been well documented. In 1946, Stepanoff published a chart showing the efficiency loss for a single-stage, double-suction pump with a doubling of wear ring clearance as a function of specific speed. In 1985, Bloch published a similar chart for a single-suction pump showing the efficiency loss when wear ring clearance increased for pumps of various specific speeds.
If we take this data and use it to estimate the efficiency gain from a 50 percent reduction in clearance, we can plot the data on a curve (Figure 2).
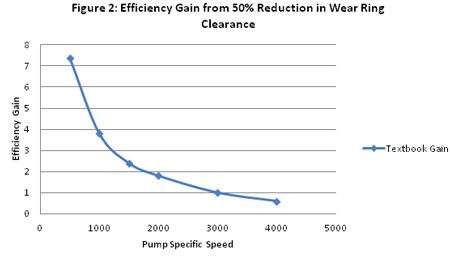
Figure 2: Efficiency Gain from 50% Reduction in Wear Ring Clearance
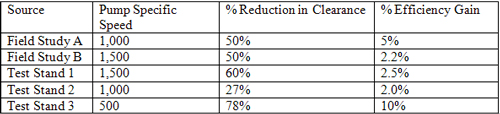
Table 1. Field studies and test stand data of efficiency gain versus wear ring clearance
Next, we can compare test data and field studies to the chart. Several studies provide enough information to calculate the pump specific speed, show the degree to which the clearance was reduced and quantify the efficiency gain. Some of these studies are field case studies, and some are from pump test stands. The data is shown in Table 1.
To compare this data to the plot shown in Figure 2, the last three values must be adjusted to approximate what would occur with a 50 percent reduction in clearance. Because leakage flow is mostly linear with clearance, we can approximate the efficiency gain at a 50 percent reduction in clearance by using a linear extrapolation of the efficiency gain. For example for the data point Test Stand 2, a 50 percent reduction in clearance should produce nearly double the efficiency gain of the 27 percent reduction in clearance which was used in the actual test. Making these adjustments, the curve from Figure 2 matches quite well with the field and test stand data (Figure 3).
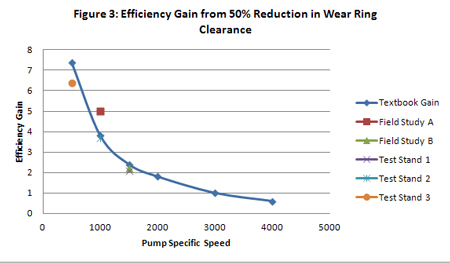
Figure 3. Efficiency gain from 50 percent reduction in wear ring clearance
Bear in mind that Figure 3 shows the efficiency gain from a 50 percent reduction in wear ring clearance compared to the API minimum clearance for a pump running at BEP. Several other situations exist in which efficiency gains will be substantially larger, such as:
- Multistage pumps, which have multiple leak paths in addition to the wear rings, and closing the clearance at all of the leakage paths will increase the efficiency gain
- Pumps for which the wear ring clearance can be reduced by more than 50 percent
- Pumps for which reducing the clearance also mitigates cavitation
Savings
Reducing the wear ring clearance to 50 percent of the API standard will save a plant a substantial amount of money. Consider a population of pumps with total online horsepower of 25,000 horsepower—typical for a 100,000-barrels-per-day refinery. A 3 percent efficiency gain over the entire pump population will decrease power usage by 4.9 million kilowatt hours. Annual savings will be a function of the local cost of power (Table 2).
These savings do not include local incentives for reducing power consumption or other savings, such as avoiding the need for a new substation.
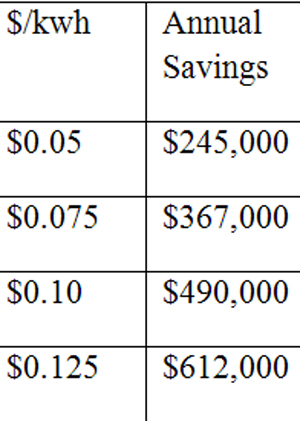
Table 2. Annual Savings from 3 percent efficiency gain on 25, 000 horsepower of pumping capacity
Cavitation
Reducing the internal leakage within the pump also reduces the net positive suction head required (NPSHR). Therefore, pumps with reduced wear ring clearance are less likely to cavitate. This was the topic of an entire article in Pumps & Systems, July 2009, (Henshaw). The article included a complete pump curve showing the impact of reduced clearance on all aspects of pump performance (Figure 4).
At BEP, the NPSHR was almost 10 feet lower after the wear ring clearance was reduced. For most pumping systems, the only other way to create such a large amount of additional NPSH margin is to increase the height of the suction vessel.
Conclusions
For typical process pumps, reducing wear ring clearance by 50 percent will produce an efficiency gain in the range of 2 to 4 percent. The exact gain will be related to the pump's specific speed, the pump type, how much the clearance can be reduced and where the pump operates on the curve. In addition to the efficiency gain, the pump will also have a lower NPSHR at most flow rates, reducing the risk of cavitation, which will provide additional reliability and efficiency improvement.
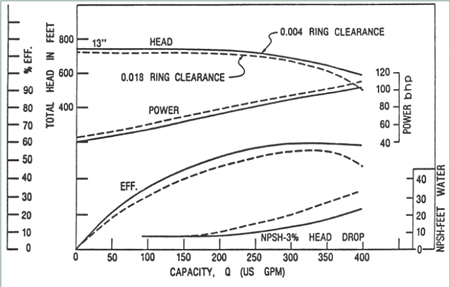
Figure 4. The impact of reduced wear ring clearance on pump performance Source: Pumps and Systems, July 2009
So far, this series has explored the reliability and efficiency benefits of using non-metallic wear rings with reduced clearance. Next month, Part Three (the last installment) will examine the safety aspects of upgrading pumps with non-metallic wear rings.
Reference:
American Petroleum Institute, API Standard 610 11th Edition, (ISO13709), Centrifugal Pumps for Petroleum, Petrochemical, and Natural Gas Industries, September 2010.
Aronen, R., Plaizier, D., and Sinclair, D., “Building a Better Boiler Feed Pump,” Pumps and Systems, November 2007.
Bloch, H.P.; Geitner, F.K. Practical Machinery Management for Process Plants, Volume 4, Major Process Equipment Maintenance and Repair, Gulf Publishing, Houston, 1985.
GreeneTweed, Ruhrpumpen, 2003, “Case Study: Pump Solutions.”
Henshaw, T., “Effect of Internal Clearances on NPSHR” Pumps and Systems, July 2009.
Komin, R. P., 1990, “Improving Pump Reliability in Light Hydrocarbon and Condensate Service With Metal Filled Graphite Wear Parts,” Proceedings of the Seventh International Pump Users Symposium, Turbomachinery Laboratory, Texas A&M University, College Station, Texas, pp. 49 – 54.
Lobanoff, V.S.; Ross, R.R. Centrifugal Pumps: Design and Application: Second Edition, Gulf Publishing, Houston, 1992.
Mancini, M., 2009, “Increasing Pump Reliability and Life (Part 2)” Pumps and Systems, January 2009.
Pledger, J., “Improving Pump Performance & Efficiency with Composite Wear Components” World Pumps, September 2001.
Pumps and Systems, “New Life for Old Pumps,” Pumps and Systems, May 1997.
