

Teams that use compression packing cite a lot of reasons to move away from it. The bottom packing ring never gets seated properly. Packing leaks too much and wears the shaft. But, with precision installation, following maintenance best practices and proper operation, these do not have to be issues. Packing is ideal for many process applications. This article will help users install, operate and maintain packing like a professional.
Precision Installation
After removing the spent packing and examining the stuffing box, technicians then cut the packing rings. Measure the shaft of the equipment, whether it is a pump, mixer or agitator.
To ensure the correct ring size, installers must use a mandrel the same size as the equipment’s shaft. Mandrels can easily be made from available materials in the field. An old sleeve, pipe or steel or wooden rods make appropriate mandrels. They can use tape to build the mandrel to proper size. Once the mandrel is set up, cutting begins. Follow these steps:
- Wrap the packing firmly against the mandrel.
- Cut the packing at approximately a 45-degree angle, using the first joint as a guide; cut so that the two ends match snugly when placed around the mandrel.

In the example in Image 1, the rings are skive (diagonally) cut. The rings may also be butt (square) cut.
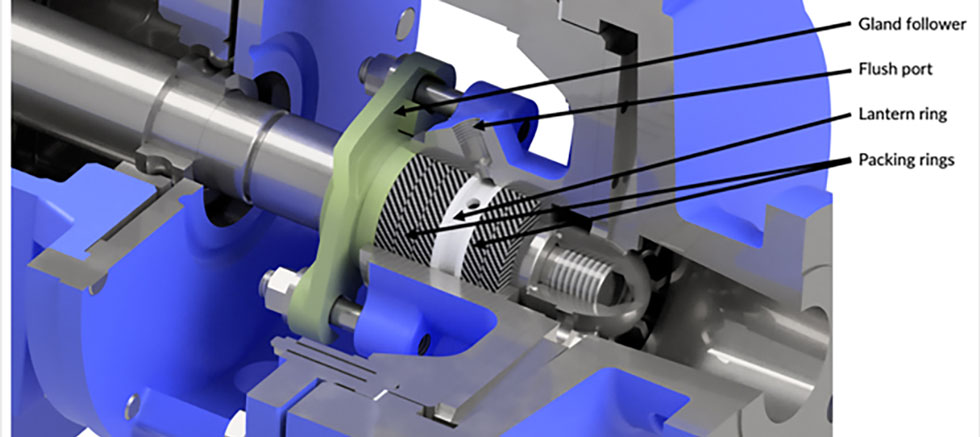
Once the packing rings are prepared, technicians can begin installation. Typically, five rings and a lantern ring are needed for a centrifugal pump. The proper seating of each ring is important for reliable operation. Achieving this takes more time during installation. However, the benefits include less leakage, longer packing life and fewer weekend maintenance hours.
To ensure proper seating, precise tools should be used. This does not mean mashing the rings into the stuffing box with a screwdriver or other device found in the plant. Tools designed for ring installation should be used (Image 2).

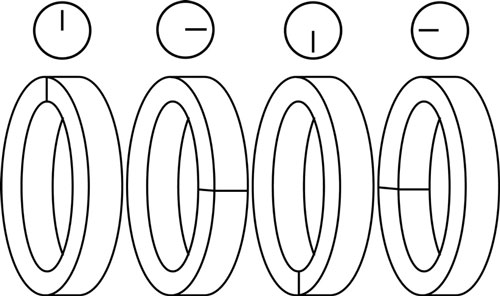
As each ring is installed, longer and shorter tools and, ultimately, the lantern ring will be used to fully seat each ring. Stagger the joints of each ring 90 degrees, beginning at 12 o’clock, 3 o’clock, 6 o’clock, and then 9 o’clock (Image 3).
Also, ensure that the lantern ring is in the proper place to allow the flush fluid to enter the stuffing box. This is done by inserting a small object through the flush port and feeling the lantern ring. When installing the fifth and final ring, only the gland follower will be used. The installers should torque the gland follower using 25- to 30-foot pounds of torque. Then they will loosen the gland completely and allow 30 to 45 seconds for the packing to relax.
After this time passes, they should tighten the gland nuts finger tight plus one flat. Start up the equipment and adjust if necessary. Leakage should be controlled to 10 to 12 drops per minute per inch of shaft sleeve diameter.
Proper Operation
With that, the precision installation is complete. If the system is not operated as set up and designed, problems may still occur.
Shaft Deflection
If shaft deflection is present, the compression packing will be moved and possibly damaged. Shaft deflection is the slight bending of a pump shaft that occurs when the velocity of liquid being pushed by an impeller is not equal at all points around the impeller.
Deflection often occurs in mixers or agitators when material or ingredients are dumped or dropped into the bowl. Pump imbalance or alignment issues will also cause it. This movement will cause premature packing wear and make the control of flush water leakage and use more difficult. Adding a shaft stabilizing bushing may help minimize or eliminate this problem.
Process Changes & Stuffing Box Reliability
Any changes to the process fluid or flow will affect the stuffing box and the compression packing in it. The flush fluid to the stuffing box must be set up correctly and operated properly to ensure that the packing remains clean and cool during operation. Knowing the pressures of the stuffing box and the water line at the equipment are the first step. Whether a separate flush fluid or the pumped fluid is used (if clean and free of particulates), its pressure into the stuffing box is critical to proper operation and packing life. For example, if at any point the operator uses the discharge valve to restrict the flow of product, the stuffing box pressure will be affected and abrasive product will enter the stuffing box and packing. The flush pressure must be high enough to compensate for any extremes that may occur during operation.
A flush is more than just water running in one side of the box and out the other side. It cools and lubricates the packing, which extends life and minimizes shaft wear. It also keeps wear-inducing particles out of the packing.
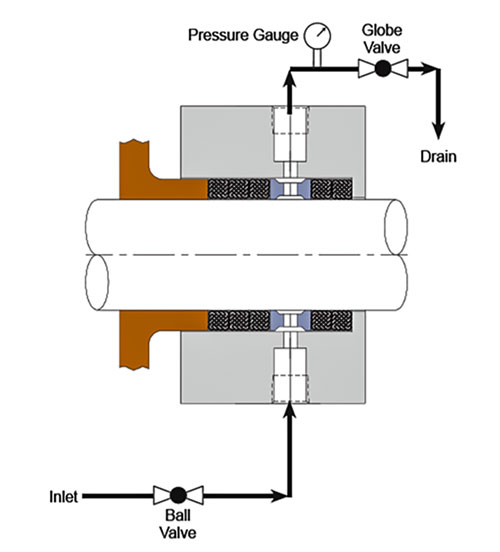
The proper flush setup is shown in Image 5. A ball valve controls the supply line into the stuffing box. On the exit side of the stuffing box, a gauge is installed followed by a needle valve or a globe valve. Set the flow rate with the ball valve and adjust the pressure by throttling down the needle or globe valve. Maintaining this pressure will increase system reliability.
Maintenance Best Practices
To maintain stuffing box reliability, the flush must be controlled so that the packing remains clean, cool and lubricated. To ensure that the packing remains cool, technicians can carefully place a hand under the water exiting the stuffing box. If the temperature is too hot, then they should increase the flow until it is cool while maintaining the proper pressure. By doing this, they will reduce process dilution and the amount of water to the drain.
In addition, the force applied to the packing by the gland follower must be adjusted as needed. This means that if the leakage from the stuffing box is greater than 10 to 12 drops per minute per inch of shaft sleeve diameter, the gland needs adjustment. The technicians should adjust slowly, until the correct leakage rate is reached, to ensure that the packing is not compressed too tightly. When the gland can no longer be adjusted, the packing’s life is spent and new rings should be installed.
