
What are the best practices for ensuring the reliability of API Piping Plan 53B?
01/29/2013
When set up correctly, a Plan 53B pressurized seal system has the ability to reliably deliver pressurized barrier fluid to the mechanical seal, dissipate the heat load absorbed into the barrier fluid from the mechanical seal and provide an early indication of deterioration in the seal’s performance. Plan 53B differs from Plan 53A in two main areas:
- Barrier fluid circulating loop—All the barrier fluid stored in a Plan 53A system flows through the mechanical seal barrier fluid cavity. However, in a Plan 53B, only a portion of the total barrier fluid volume flows through the barrier cavity. The remainder is stored in the accumulator, ready to enter the circulation loop and replace any fluid lost through leakage that normally occurs with mechanical seals.
- Method of pressurizing the barrier fluid—Unlike Plan 53A, which uses an external pressure source to pressurize the fluid in a pressure vessel, Plan 53B generates pressure by pumping barrier fluid into a hydraulic accumulator, where it squeezes a gas-charged rubber bladder. The advantage of this plan is that the pressurized gas is separated from the barrier fluid by the rubber bladder, eliminating issues with solubility of gas into the barrier fluid. No external utilities are required to maintain the pressure.
 Where:
P = Pressure (in absolute pressure units of measure)
T = Temperature (in Kelvin or Rankin)
V = Volume of gas in the accumulator bladder
(liquid volume = total accumulator volume less gas volume)
Subscript 1 represents the conditions when the bladder was pre-charged.
Subscript 2 represents the conditions being evaluated.
Where:
P = Pressure (in absolute pressure units of measure)
T = Temperature (in Kelvin or Rankin)
V = Volume of gas in the accumulator bladder
(liquid volume = total accumulator volume less gas volume)
Subscript 1 represents the conditions when the bladder was pre-charged.
Subscript 2 represents the conditions being evaluated.
Accumulator Selection
The accumulator size is selected to provide sufficient barrier fluid working volume (the volume of barrier fluid consumed by normal leakage over a period of time, typically one month) together with a small safety reserve volume and a reasonable range in barrier pressure as the working volume is consumed. This pressure variation is determined by the ratio of liquid to gas in the accumulator. The lower the ratio of liquid to gas, the smaller the pressure variation and the more reliably the mechanical seal will perform. Typically, 15 to 25 percent of the accumulator total volume is barrier fluid. Consideration must also be given to the compatibility of the bladder material with the selected barrier fluid.Heat Exchanger
One of the main advantages of Plan 53B is the flexibility offered in choosing the heat exchanger style and capacity. The heat exchanger is no longer confined within the space of a vessel as in traditional Plan 53A systems. This allows heat exchangers of larger cooling capacity to be selected, making Plan 53B well suited to higher temperature applications. When matching the heat exchanger cooling capacity to the heat load placed on the barrier fluid, consider the effect of increases in the resistance to barrier fluid flow commonly associated with larger heat exchangers. Undersized heat exchangers will result in excessively high barrier fluid temperature, which rapidly decreases mechanical seal reliability.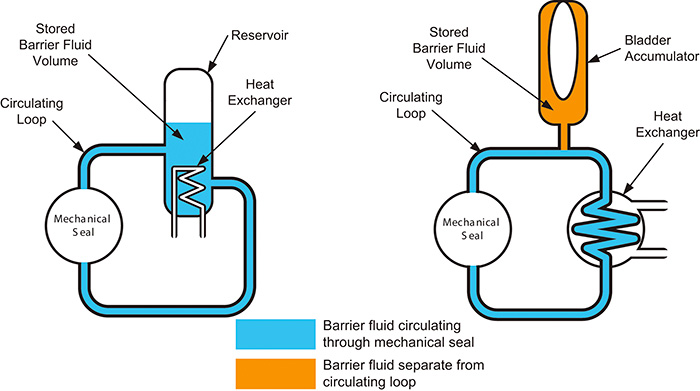 Figure 1. Plan 53A (right) and 53B (left)
Figure 1. Plan 53A (right) and 53B (left)Barrier Fluid Flow Rate
The barrier fluid flow produced by the mechanical seal pumping ring needs to be sufficient to enable the transfer of the heat absorbed into the barrier fluid—mostly seal frictional heat generation and heat soak from the pump—to the heat exchanger. An insufficient flow rate will result in large differential temperatures between the barrier fluid in and out connections at the mechanical seal and an increase in the overall temperature of the barrier fluid. Excessively high barrier fluid temperatures result in a number of problems that can affect the performance and reliability of the mechanical seal. Pumps with shaft speeds below 1,800 rpm need a more thorough assessment of the barrier flow rate due to the decreased performance of pumping rings at lower speeds.Installation
The position of the heat exchanger relative to the mechanical seal is important. It should be located as close as possible to and a short distance above the mechanical seal’s centerline (without obscuring access for pump maintenance). Tube or piping connecting the mechanical seal to the heat exchanger should be selected to produce minimal resistance to barrier flow. Large diameter bores, smooth radius bends, short distances and minimal ancillary equipment added into the circulating loop all help lower the resistance to barrier fluid flow. The accumulator can be mounted a substantial distance from the barrier fluid circulating loop without any impact on the system’s performance. Many installations will mount the heat exchanger and accumulator together on the same stand, provided it does not detrimentally impact the positioning of the heat exchanger relative to the mechanical seal. A shade hood or insulation should be fitted to the accumulator for installations in which large variations in ambient temperatures occur. Changing the accumulator’s color to white or silver should also be considered. Excessive temperature variations can impact the maximum barrier pressure and minimum barrier pressure margin above the seal chamber pressure. Such variations can also reduce the effective barrier fluid working volume when the refill alarm is activated.Commissioning
Filling the system with clean, fresh barrier fluid and removing all air from the system is critical to ensuring a successful startup. Vent valves must be positioned so that all high points within the system can be effectively vented. Many installations require multiple vent valves to be installed to ensure that all air can be removed from the system. The barrier fluid should be added into the system from the lowest point in the circulating loop to promote venting. When possible, the shaft should be rotated by hand to assist with purging the mechanical seal barrier cavity of air. Bleed all instrument block and bleed valves. Bleed the vent connection in the accumulator fluid port to ensure that no air is trapped in the accumulator. Never pressurize the pump casing until the barrier system is completely purged of air and at operating pressure.Ongoing Maintenance
Periodically replenishing the barrier fluid is required to replace fluid that is consumed because of normal leakage. Fresh, clean barrier fluid is added to the system by pumping fluid into the accumulator. This is typically accomplished with a mobile trolley fitted with a reservoir and a hand/pneumatic pump. Another option is a dedicated reservoir and pump mounted adjacent to the accumulator. When using oil as a barrier fluid, moisture is a potential source of contamination. This can occur when moisture enters the reservoir through the breather/vent as a result of exposure to the weather or air exchange as the vapor space expands and contracts between day and night. A coalescing breather can help solve these issues. The accumulator shell is a pressure vessel. Therefore, it requires periodic inspection as specified by the owner or by regulatory requirements. The accumulator bladder is an elastomeric component and should be replaced periodically as recommended by the bladder manufacturer. The pump casing must be depressurized prior to any maintenance activities that require depressurization of the barrier system, such as inspecting or replacing the accumulator’s bladder.Conclusion
Plan 53B pressurized seal systems offer a safe and reliable solution for a wide range of applications exceeding the scope of traditional Plan 53A systems. The correct sizing of the accumulator, the heat exchanger and the barrier fluid flow rate together with best installation and operational practices are the keys to years of reliable performance from a Plan 53B system.Fluid Sealing Association
The following members of the Mechanical Seal Division sponsored this “Sealing Sense”:- Advanced Sealing International (ASI)
- Ashbridge & Roseburgh Inc.
- A.W. Chesterton Co.
- Daikin America, Inc.
- EagleBurgmann Mechanical Seals
- Flex-A-Seal, Inc.
- Flowserve, Flow Solutions Group
- Garlock Sealing Technologies
- Hydro-Ergoseal, Inc.
- Industrias Vago de Mexico SA de CV
- John Crane
- Latty International S.A.
- Metallized Carbon Corp.
- Morgan AM&T
- Nippon Pillar Corp. of America
- Scenic Precise Element Inc.
- SEPCO - Sealing Equipment Products Co.
- SGL Technic Polycarbon Division
- Turmond SpA
