
Last of Two Parts Part 1 of this article (Pumps & Systems, June 2017, read it here) introduced a few challenges that those in the pump industry face. In terms of energy, manufacturers and industrial facilities of all types consistently face energy/price volatility. They are also looking for ways to deal with increased costs associated with regulatory compliance legislation. Finally, they are operating in a business climate that expects increased corporate social responsibility (CSR).
The Solution
So how do industrial manufacturers address the challenges of price volatility, regulatory compliance and resource stewardship, and still successfully achieve their business goals? Many companies are turning to technology for assistance. In a February 2013 article titled, “The Dawn of the Smart Factory,” IndustryWeek magazine detailed a manufacturing utopia known as the “Smart Factory.” This factory of the future is hailed as “a paradise of efficiency where defect and downtime, waste and waiting are long-forgotten issues of a long-forgotten age.” The driving force behind this trend would be plant managers and chief intelligence officers working together to create a seamless blend of data and production to “illuminate every turn of every machine, every cut of every blade, every move of every piece in its global dance to deliver.” While the hyperbole in this article is heavy, the basic premise was echoed in a 2015 study by MarketsandMarkets, a publisher of premium market-research reports. In its piece titled, “Smart Factory Market by Technology, Component, Industry, and Geography – Global Forecast to 2022,” its researchers found that the smart-factory market, in terms of value, is expected to reach $74.8 billion by 2022, with a compound annual growth rate (CAGR) of 10.4 percent between 2016 and 2022. “The emergence of smart factories can be seen from the period of change toward cohesive control of the machineries, processes and resources with local intelligence,” read the report. “The increasing focus on saving energy and improving process efficiency, along with the integration of engineering and manufacturing through adoption of IoT (the ‘Internet of Things’) is expected to foster the growth of the smart-factory market.” While the smart-factory operating principles promise to be a boon for industrial manufacturers who implement them, they will raise the complexity of the operation, which poses its own unique challenges. In fact, according to strategic-management consulting firm A.T. Kearney’s “How Much Does Complexity Really Cost?” survey of the top 30 companies in Germany, a reduction in operational complexity would boost earnings by more than €30 billion and increase earnings before interest and taxes (EBIT) by 3 to 5 percent. A critical challenge for manufacturers is to embrace new technologies that help achieve the business outcomes that are desired while managing the inherent complexities of these new systems. This is where the accumulation and deployment of applications expertise becomes immensely critical. In fact, Skip Giessing, president of DXP Enterprises’ Rotating Equipment Division, a company that has been supplying industrial pumps since 1908, sees no reason why demand for and importance of applications expertise won’t continue to grow in coming years. “I believe there will be an increased demand for outstanding supplier applications expertise as suppliers and manufacturers work together to tie technology to process-equipment networking, proactive health monitoring and reliability,” he said. “The huge customer spend reduction will come when all the key equipment within a manufacturing plant is interconnected and ‘talking with one another’ and adjusting to changes, etc. Customers will need to know and understand how changes affect equipment performance and reliability and how and what to do in order to maintain maximum productivity through reliable uptime and equipment efficiency.” So what exactly does “applications expertise” mean? At its most basic level, it is specialized knowledge of certain products in specific conditions. This knowledge can be used to create better business outcomes and, therefore, provide the foundation for gaining a competitive advantage.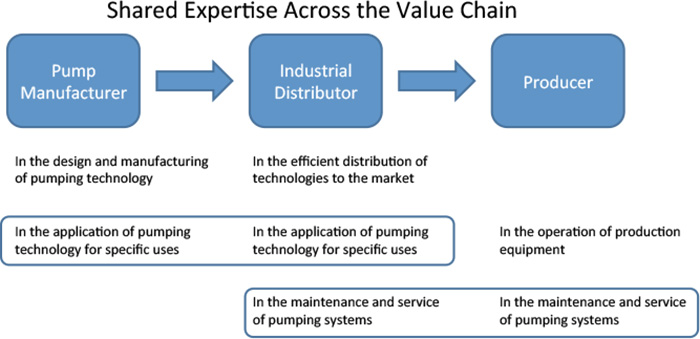 Figure 1. Value chain map (Courtesy of PSG)
Figure 1. Value chain map (Courtesy of PSG)Tools For Managing Costs
To better understand how applications expertise can help the operator realize the importance of improving equipment productivity, efficiency and effectiveness, ExxonMobil produced a Technical Help Desk Tip that spelled out ways to improve what it called “Overall Equipment Effectiveness,” or OEE. OEE is measured as a ratio of a plant’s actual output compared to optimal output, using equation 1, where:- Availability represents how frequently a machine is available for its intended use, which can be affected by equipment failure, unplanned maintenance, material shortages and changeover times.
- Performance is a measure of speed loss, or the number of units a machine is rated to produce per hour versus the number of units it actually produces.
- Quality represents the amount of scrap material produced by a particular machine, with rejected materials, products that fall short of quality standards and any items that require rework all affecting overall quality.
 The conclusion in the article is that the operator “can realize significant efficiency gains by calculating OEE for particular pieces of equipment throughout the plant.” Doing this will also help identify when particular pieces of equipment are operating to expected standards and norms for efficiency and reliability – and makes the operator aware of areas where operational improvement will result in the greatest recovery of efficiency.
Another useful tool for operators is the total life-cycle cost (LCC) model for pump technologies. Many factory managers consider only the up-front capital cost of a pumping system in their decision-making process, which can end up being a costly choice in the long run. According to the Hydraulic Institute’s “Pump Life Cycle Costs: A Guide to LCC Analysis for Pumping Systems” manual, developed in conjunction with Europump, “the single most important factor in minimizing a pumping system’s LCC is proper pumping system design.” (See Sidebar: Determining Pump Life Cycle Costs)
Other design factors that impact the pumping system’s total LCC include:
The conclusion in the article is that the operator “can realize significant efficiency gains by calculating OEE for particular pieces of equipment throughout the plant.” Doing this will also help identify when particular pieces of equipment are operating to expected standards and norms for efficiency and reliability – and makes the operator aware of areas where operational improvement will result in the greatest recovery of efficiency.
Another useful tool for operators is the total life-cycle cost (LCC) model for pump technologies. Many factory managers consider only the up-front capital cost of a pumping system in their decision-making process, which can end up being a costly choice in the long run. According to the Hydraulic Institute’s “Pump Life Cycle Costs: A Guide to LCC Analysis for Pumping Systems” manual, developed in conjunction with Europump, “the single most important factor in minimizing a pumping system’s LCC is proper pumping system design.” (See Sidebar: Determining Pump Life Cycle Costs)
Other design factors that impact the pumping system’s total LCC include:
- Pipe diameters, lengths, bends, elbows, fittings and valve types, which can increase friction loss.
- Correct sizing of the pump, wherein selecting a larger pump than necessary “to be safe” will result in the pump operating away from the best efficiency point (BEP) and requiring more energy consumption.
- The use of throttling valves to control flow rather than pump speed.
- Application requirements such as flow rate head pressure and fluid viscosity.
Conclusion
Industrial manufacturers may think that they are being bombarded from all sides when they are confronted with growing demands to better confront and control energy-price volatility, meet the strict tenets of expanding regulatory-compliance legislation, and satisfy both the public and their customers, who are ratcheting up expectations regarding improving environmental stewardship. While these responsibilities can be daunting, they are also a significant—and necessary—part of doing business in today’s manufacturing environment. Manufacturers must satisfy these demands while simultaneously running a profitable business. With that in mind, it’s becoming increasingly apparent that the manufacturers who will be successful in the future will be the ones who develop and use applications expertise, especially when selecting critical pumping technologies and systems. To do this, industrial manufacturers and their channel partners–the distributors, consultants and engineering firms that work hand-in-hand with them–are committing to building applications expertise in their industries. This expertise, when thoughtfully applied to essential system challenges, can unlock significant value for the manufacturer and the end user alike. Therefore, companies that build superior applications expertise will create a significant competitive advantage in the marketplace of the future.A View From The Field
For more than 100 years, Houston-based DXP Enterprises, Inc., which began as the Southern Engine and Pump Company in 1908, has focused on product expertise, technical service, and maintenance, repair, operating and production (MROP) supply-chain management. Skip Giessing, president of DXP Enterprises’ Rotating Equipment Division, provided his views on how application expertise can be used as the foundation for selecting the proper pumping technology and systems.
Q. How would you define applications expertise?
Skip: Applications expertise is the ability to properly choose, size and configure the right product for any specific customer application. This means taking into consideration customer specifications and requirements, customer preferences, pump performance, energy consumption, reliability, ease of installation and cost.
Q. In what specific ways does this knowledge help create value (cost avoidance, failure avoidance, increased revenue, etc.) for your customers?
Skip: Customer-spending reduction and maximum reliability have become more important for the sophisticated customer. Revenue is a function of uptime, so unscheduled downtime cannot be tolerated. Customers also seek to optimize the suitability of their equipment and reduce energy consumption as much as possible. Maintenance and operations budgets are also receiving much more scrutiny, and solution providers are relied upon to continuously work with their customers to help reduce these costs. Finally, capital-spending specifications have become more detailed in terms of performance optimization and reliability, as well.
Q. With regard to applications expertise, how do you see the relationship between manufacturers and your company (the distributor) helping to best deliver value to the end user (your customer)?
Skip: It starts with ample communication. Applications experts can help manufacturers make improvements to their products, ensuring that the manufacturer stays in step with customer requirements. For example, this can take the form of product design and construction improvements, such as materials of construction and component redesign or upgrade, or the design of additional sizes or models that better satisfy customer needs. Applications experts are as much the voice of the customer as are outside salespeople, repair and service experts, and the customers themselves.
Determining Pump Life Cycle Costs
According to the Hydraulic Institute manual, “Pump Life Cycle Costs: A Guide to LCC Analysis for Pumping Systems,” LCC analysis takes into consideration the cost of purchasing, installing, operating, maintaining and disposing of all of the system’s components during their operational lifetimes. To this end Hydraulic Institute has created an equation that identifies and quantifies all parts of a pumping system’s total LCC:
LCC = Cic + Cin + Ce + Co + Cm + Cs + Cenv + Cd
Where
C = a cost element, and
ic = initial cost or purchase price (e.g., of the pump, system, piping, auxiliary equipment, etc.)
in = installation and commission
e = energy costs
o = operating costs (the labor costs for normal system supervision)
m = maintenance costs (e.g., parts, worker hours, etc.)
s = downtime (loss of production)
env = environmental costs
d = decommissioning
These costs should also include the costs associated with any applicable loans, depreciation and taxes. When used as a tool for comparing alternative solutions, the LCC process will indicate the most cost-effective choice within the limits of available data. When applying the evaluation process, or selecting pumps and other equipment, the best information concerning the output and operation of the plant must be obtained if a true picture of the total LCC is to be achieved. Using bad, incomplete or imprecise information will result in an incorrect assessment, which will be of limited benefit to the operator. While the LCC process will not guarantee a particular result, it does allow plant personnel to make a reasonable comparison between several unique alternatives.
