
A combined-cycle utility plant had eight feed pumps in the heat recovery steam generator (HRSG), and the horizontal multi-stage pumps were driven by 2,500-horsepower (hp) motors. Some pumps were running with high vibration levels. Over a few years, a dozen disc couplings failed. The cause of the coupling failures was not a mystery. In each train, pipe strain in the system was causing the pump shafts to move significantly as the fluid temperatures increased. The thermal growth was different on each pump. Some had greater horizontal movement, and some moved more vertically. The pumps' movement was tracked over long periods of time and plotted using Permalign equipment. As an example, one pump had a maximum horizontal movement of 0.042 inches with a vertical maximum movement of 0.015 inches, although the movement was hardly predictable. At some points, the pump would grow in the positive vertical direction, and at other times, it moved lower than the starting position. While correcting the pipe strain would be ideal, it was not feasible because of the time and expense. As a result, the plant operators looked at potential alternative solutions that would eliminate the downtime while minimizing the investment of time and capital. The operators discussed a higher misalignment coupling. In the current layout, the distance between shaft ends was 8 inches. For a typical disc coupling with an angular misalignment capability of 0.25 or 0.3 degrees per disc pack, the total maximum allowable parallel offset would be between 0.030 and 0.035 inches. Considering the misalignment numbers previously stated, one can see why couplings were not lasting. For a coupling to survive this amount of misalignment at the current distance between shaft ends, the angular misalignment capability per hinge would have to be at least 0.6 degrees. To allow for all other non-parallel and axial misalignment while still providing some extra margin for error, the angular misalignment capability per hinge would have to be closer to 0.7 or 0.8 degrees.
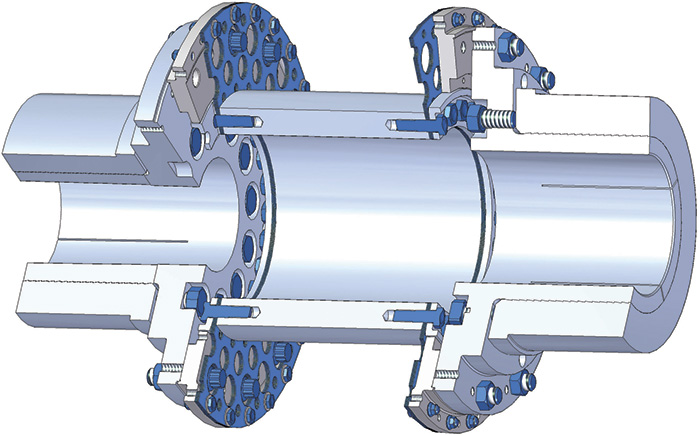 Figure 1. A typical flexible spacer coupling layout (Graphics courtesy of Coupling Corporation of America)
Figure 1. A typical flexible spacer coupling layout (Graphics courtesy of Coupling Corporation of America).jpg) Figure 2. A typical close-coupled flexible coupling layout
Figure 2. A typical close-coupled flexible coupling layout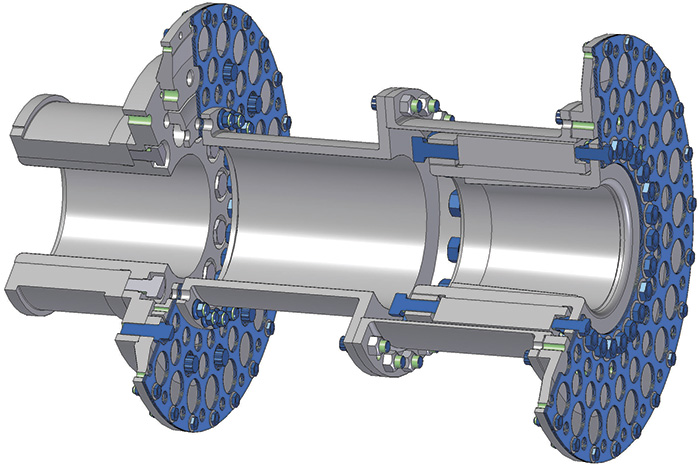 Figure 3. A combination of spacer and close-coupled coupling halves
Figure 3. A combination of spacer and close-coupled coupling halves