
Learn the differences between the HI and Wilson methods.
Engineered Software, Inc.
11/12/2018
Editor’s Note: Aasya Abdennour works on Ray Hardee’s team at Engineered Software and is filling in for Hardee with this month’s column.
Correctly sizing and selecting a pump is crucial in any situation, especially when efficiency and cost considerations are in play. Improperly sized pumps can lead to additional wear and tear, performance and cavitation issues, and an overall decrease in the life expectancy of a pump. One must also factor in the cost of replacement and the possibility of downtime for the system to repair a pump that is incorrectly sized.
With any pump selection, the pump materials and process fluid compatibilities need to be considered—specifically, whether the pump’s inner components (impeller, casing, shaft and seals) can endure abrasive or corrosive fluids. If pumps are used in slurry applications, these issues will be magnified because of the physical characteristics and hydraulic properties of slurries.
Slurries carry solid particulates, which increase the internal friction of the fluid. This can accelerate the wear on a pump’s impeller and inner casing and cause other issues. Since pump performance curves are typically generated using water as the testing medium, to properly size and select a slurry pump, the water-based performance needs to be de-rated.
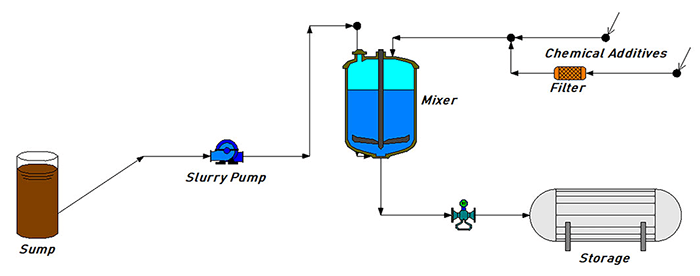 Image 1. Slurry pump system (Images courtesy of the author)
Image 1. Slurry pump system (Images courtesy of the author)Assumptions
With any calculation, it is important to be cognizant of the underlying assumptions that are being made. It is up to the engineer’s judgment to determine if the assumptions are applicable for the conditions of their scenario. Slurries have a wide range of behaviors. Solubility, which is highly dependent on temperature, and particle shapes can complicate modeling. To simplify calculations, the HI and Wilson methods make the following assumptions:- The carrier fluid is water at standard conditions.
- The solid particles are insoluble in the carrier fluid.
- The solid particles are spherical and uniform.
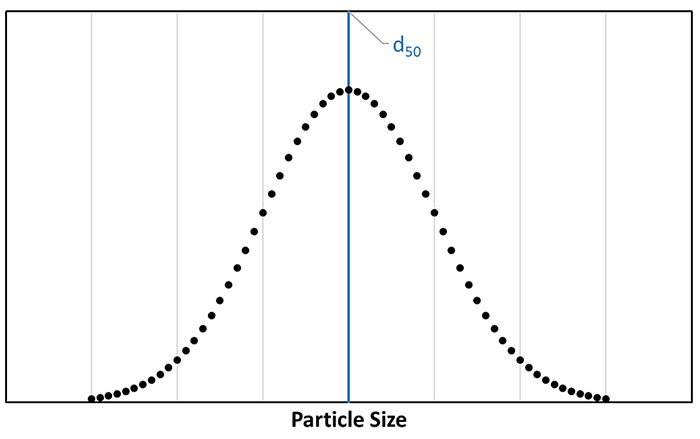 Image 2. Particle distribution curve. The vertical blue line indicates the d50.
Image 2. Particle distribution curve. The vertical blue line indicates the d50.Method Inputs & Slurry Categories
Slurry correction methods will primarily require density and concentration data. For HI and Wilson, the methods also heavily use the particle size value to determine both the category of slurry and the correction factor (Hr) itself. This particle size, or d50 value, is the median size of a slurry. In other words, it says that 50 percent of the particles within the slurry are of that size value or smaller. This can be determined using a sieve analysis of samples in the slurry. The particle distribution curve in Image 2 shows an example of d50. Not all slurries will result in a symmetrical distribution. Image 3 illustrates a median d50 that is not equal to the mode of the curve.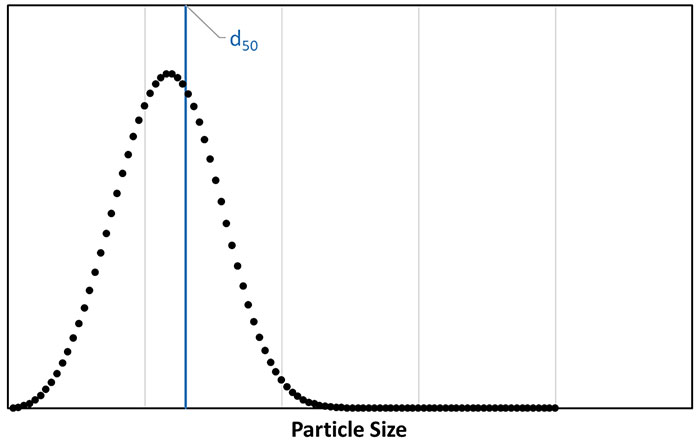 Image 3. Asymmetrical particle distribution curve
Image 3. Asymmetrical particle distribution curveCorrection Example
Starting with the same slurry properties, a water-based performance curve will be de-rated per both the HI and Wilson methods. Slurry in question: d50 (median particle size) = 80 microns CW (solids concentration by weight) = 55 percent CV (solids concentration by volume) = 24 percent Sm (slurry specific gravity) = 1.72 SS(solids specific gravity) = 4 For a centrifugal pump operating at constant speed in this slurry application, it is expected that there will be an increase in power requirements over the water-based curve. It is also expected that the head and efficiency supplied by the pump should decrease, as shown in Image 4.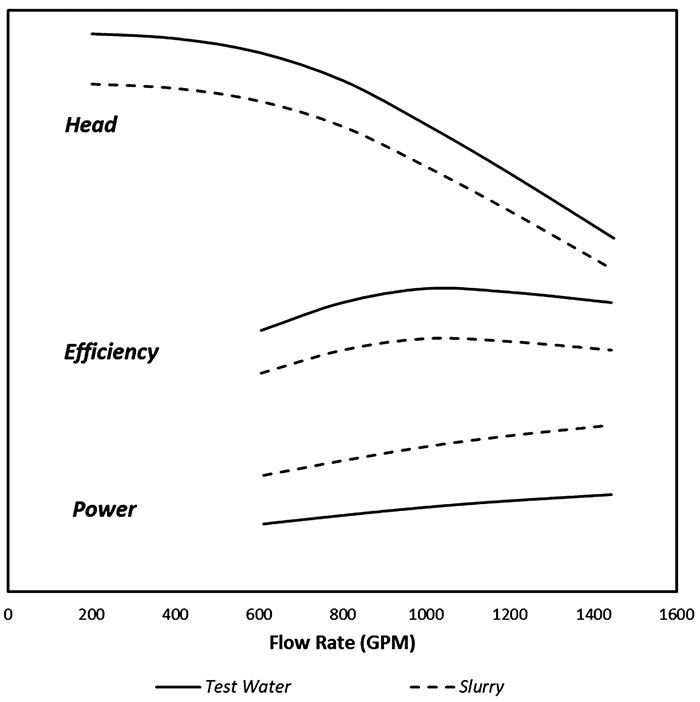 Image 4. Expected pump performance shifts when handling slurries.
Image 4. Expected pump performance shifts when handling slurries. 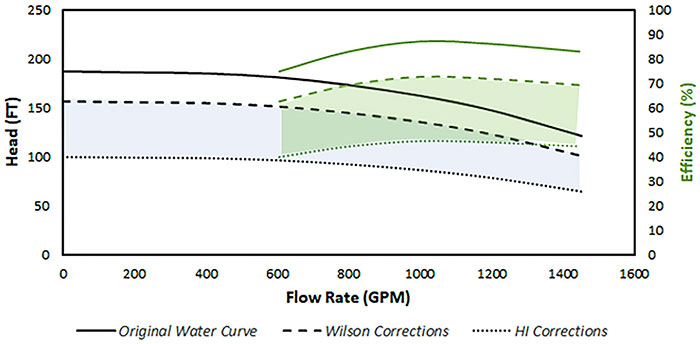 Image 5. Pump head and efficiency curves, for a 12-inch impeller diameter, corrected for a slurry using the HI method and Wilson method. Efficiency curves are in green.
Image 5. Pump head and efficiency curves, for a 12-inch impeller diameter, corrected for a slurry using the HI method and Wilson method. Efficiency curves are in green. Conclusion
Often, pump manufacturers will develop their own slurry correction methods specific to their respective pumps. In all cases, the pump supplier should be consulted directly, especially when the application’s fluid is not water at the manufacturer’s test conditions. References- Hydraulic Institute. (2016). Rotodynamic Centrifugal Slurry Pumps (ANSI/HI 12.1-12.6-2016)
- Metso. (2014). Slurry Pump Basic (Edition 6 - EN). Sala, Sweden: Metso Minerals.
- Wilson, G. (1987). The Effects of Slurries on Centrifugal Pump Performance. In Proceedings of the Fourth International Pump Symposium (pp. 19-25). Baldwinsville, NY: Texas A&M University.
To read more Pump System Improvement columns, click here.
