
I always start my columns saying every element found in a piping system falls into one of three categories: pump, process and control. The secret to understanding any piping system is to have detailed knowledge of the various pieces of equipment and how they work together. For example, if a pump is not sized properly to meet the system’s process requirements, all the equipment within the system will be affected. The introduction of the recently released ISO/AMSM 14414 Pump System Energy Assessment Standard states, “In the majority of pumping systems the energy added to the working liquid by the pump is much greater than that required by the process.” In industries where pumps are widely used, significant savings may be achieved with a better understanding of how the system can be optimized. In my discussions with personnel at process plants, an individual or small group is usually responsible for reducing energy consumption for the plant. This process may result is some savings in electrical power consumption, but additional improvements are overlooked because the focus is not on the total picture. Just as all elements and equipment found within a system must work together for the system to operate, each person within the plant who is responsible for efficient system operation must work together as a team. This will ensure the equipment for which each of these people is responsible will work with the other equipment within the plant. In this month’s column we will look at a simple process system (see Figure 1) to understand how an oversized pump can adversely affect every piece of equipment within the system. With this knowledge, everyone should have a better understanding of the problems associated with oversized pumps and what can be done to improve system operation.
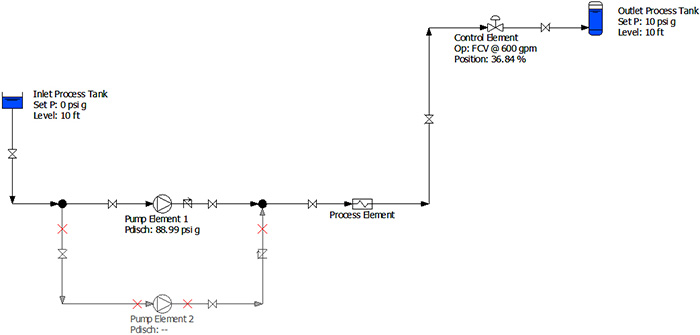 Figure 1. Process system with one pump operating (Courtesy of the author)
Figure 1. Process system with one pump operating (Courtesy of the author)Looking for Improvements in the System
After reading the ISO Pumps System Energy Assessment Standard, the plant’s utility manager decided to look for ways to reduce electrical power consumption in the plant’s process systems. He developed a presentation on reducing power consumption and shared it with the plant’s operational management team. The response was lukewarm at best—typically “why rock the boat?” The system had been operating for so long that the team feared any changes could cause more problems than they would solve. The example shows the major equipment comprising the system along with the results of the plant instrumentation under normal operating conditions. The system is operated by one pump, with a second pump on standby. The flow rate through the system is controlled to 600 gallons per minute (gpm) by the installed control valve, and the set points for the tank levels and pressures are listed in Figure 1.Checking with the Operators
The first step is to determine how well the system is operating. It is best to ask the people responsible for operating and maintaining the system. Plant operators determined that the level in the inlet process tank varied between 5 and 12 feet. The pump element discharge pressure ranged between 86 and 90 pounds per square inch gauge (psig) depending on the tank levels, and there was no indication of pump cavitation. The position of the control element operated between 36 percent and 38 percent, with a comment that occasionally cavitation noise could be heard from the valve. Finally, the outlet process tank level varied between 5 and 12 feet, and the pressure varied between 6 and 12 psig at the tank surface level. When the operators were asked about the control valve cavitation they all stated that it had happened for so long that everyone considered it normal.Checking in with Maintenance
The next stop was the maintenance department. When asked about the intermittent cavitation in the control element it was discovered that the valve seat and stem had to be replaced on a regular basis due to erosion. To solve the problem, the valve internals were changed to a severe duty rating with components made from a harder material. This corrected the problem with valve cavitation, but the constant vibration of the control element caused damage to the downstream piping, but that could be corrected and maintained without causing a forced shutdown. The instrumentation department stated that the flow control loop associated with the control element was difficult to set up and resulted in wider variations in the flow rate through the system. In discussions with the control valve supplier, it was discovered that a valve running at a low percentage of approximately 30 percent open could indicate a high differential pressure, especially when the valve had intermittent cavitation. When asked if there were any other maintenance concerns associated with the system, the maintenance manager stated that the pump element cost more to maintain that other similarly sized pumps within the plant. After further investigation, it was discovered that the pump had higher instances of seal and bearing replacement.Determining the System Operation
Now we know that there are multiple problems associated with this system, but as you can see from Figure 1, the availability of installed plant instrumentation was lacking. Without installing additional pressure gauges and flow meters, little more information could be observed from the physical piping system. The lack of installed plant instrumentation usually stops improvement efforts dead in their tracks. As I have pointed out in previous columns, much of the necessary information can be calculated using the manufacturer’s supplied test data and a series of engineering formulas. These calculations can be performed manually, or the system may be simulated using hydraulic simulation software. The results of the simulation in this instance indicated the following concerns.Pump Elements
- The calculated pump head of 197 feet at a flow rate of 600 gpm, which indicated the pump was operating on its proper pump curve
- The flow rate of 600 gpm through the pump was well to the left of the pumps best efficiency point (BEP) of 1,100 gpm, which is well outside the preferred operating range as defined in the ANSI/HI 9.6.3 Allowable Operating Region Standard. This most likely is causing the early failure of the pump’s seals and bearings.
- The pump consumed 44 horsepower (hp), but the installed motor is listed as 100 hp. This low load on the motor results in a lower power factor. In discussions with the electrical engineer, we discovered that the plant currently pays a low power factor adjustment to the electrical utility.
Process Elements
- It appears the pipe damage downstream of the control element was due to intermediate cavitation in the control valve.
- The operational variations in the levels and pressures for the inlet and outlet process tanks resulted in the variations in the pump element discharge pressure.
Controls
- The results of the simulation show the close correlation with the observed valve position of the control element valve.
- The simulation indicated the control element valve position varied from 36 percent open to 38 percent based on the variations in tank levels. The instrumentation stated that this low range of valve positions caused difficulty in balancing the flow control loop.
- Results of the simulation showed the control valve exhibited cavitation when static elevation was at its lowest value. This was why the control valve exhibited intermediate cavitation.
- The differential pressure across the control element varied from 47 to 59 pounds per square inch differential (psid) based on the levels in the process tanks.
- The valve manufacturer stated that the calculated differential pressure across the control element valve was much higher than the values entered on the valve sizing data sheet. If the simulated values were correct, the original control valve was oversized for the application
Testing the Changes
Based on what was happening in the system, we determined that many of the problems were a result of an oversized pump. With the aid of the simulation we tested our proposed change. A copy of the simulation was created, and in that copy the diameters of pump elements 1 and 2 were reduced from 14 inches to 11.5 inches. Using this new impeller diameter resulted in the following improvements.Pump Elements
- The pump head produced resulted in 129 feet of head.
- Using the newer impeller diameter, the pump’s BEP occurred at 870 gpm, operating closer to its BEP.
- The power needed to drive the smaller diameter was 30 hp, resulting in savings in costs.
Process Elements
- With the smaller pump impeller, the control element valve position varied from 34 percent open to 51 percent based on the variations in tank levels.
- The results of the simulation indicated no control valve cavitation during any expected level or pressures in the tanks.
- The differential pressure across the control element varied from 11 to 16 psid.
- When the value manufacturer reviewed the results of the simulation, it was stated that the installed control valve should operate properly.
