
Why don’t my PTFE gaskets seal FRP, plastic and other light load flanges?
This month’s “Sealing Sense” was prepared by FSA member Charlie Miskell
Manufacturers and distributors of PTFE gaskets are being asked more frequently why PTFE gaskets do not seal fiberglass reinforced plastic (FRP), plastic and other light load flanges. The answer is simple, but the solution is complex. In a majority of cases, the answer is that too little load is applied to the gasket. Unfortunately, and as is the case in many such instances, the gasket is usually considered the problem (see “Sealing Sense,” January 2008). However, when other contributing factors are considered, the gasket carries little blame. This problem must be considered at two stages. First is the original design of the equipment, and the second is how to deal with the equipment during installation and maintenance.
Legacy Gaskets
Originally, FRP and plastic piping evolved in the process industry due to their low cost and excellent chemical resistance. However, neither material approaches the strength of metallic piping. Therefore, flange strength limits the amount of bolt torque that can be applied, which then limits the gasket stress. Primarily, the gasket materials used then and now are elastomers, which have good recovery properties and seal at relatively low loads, often with as little as 15 percent compression. However, due to the limited chemical compatibility of each elastomer, the selection of the proper elastomer must be made carefully. When this problem was compounded with the different elastomers often being the same color, improper gasket installations were all too frequent.
Current Gasket Concerns
In today’s chemical process plants, more exotic chemicals used at higher temperatures and pressures sometimes demand a shift from elastomers to a more chemically inert gasket. PTFE is the logical next choice as it is chemically compatible with all common aggressive chemicals within the pH range of 0 to 14—except molten alkali metals and elemental fluorine (especially at higher temperatures and pressures).
Prevailing Standard
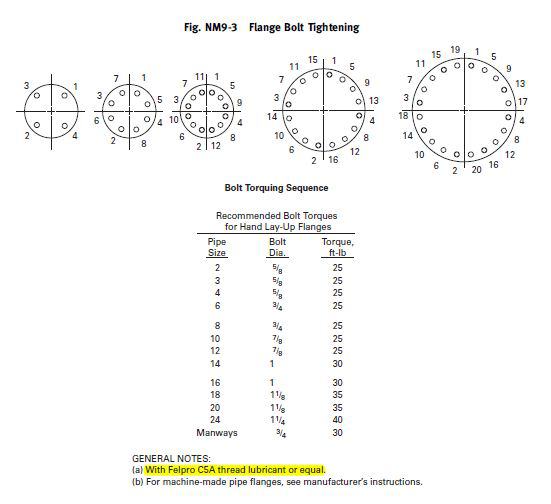
As with metallic piping, most FRP and plastic piping manufacturers follow ASME standards. ASME’s updated Reinforced Thermoset Plastic Corrosion-Resistant Equipment Standard RTP-1-2011 for vessels operating at pressures not exceeding 15 psig teaches the proper practices for design. Non-mandatory Appendix NM-9 Installation of RTP Vessels gives guidelines for gaskets, fasteners, torque, lubrication and other factors related to the success of a bolted flange connection. While not mandatory, most in the industry use these guidelines when discussing gaskets for equipment.
Load Requirements
While some gasket designs seal at lower loads, most PTFE gasket manufacturers set minimum loads (from 2,500 psi to 3,000 psi) for their materials. However, the lower application pressures and temperatures typical of FRP and plastic piping may lower such requirements. Figure NM9-3 from Standard RTP-1-2011 provides the recommended torque and bolt-up procedure for standard RTP flanges and manways.
.jpg)
Table 1 shows the resultant gasket stress when the suggested torque (Figure NM9-3) is used. Obviously, the resulting gasket loads are well below the minimum threshold necessary to seal with a PTFE-based gasket.
.jpg)
Table 2 shows additional specific RTP details that may affect the load delivered to a gasket material in these flanges. The third column (added for this article) indicates some suggested improvements needed for better PTFE gasket results.
However, at this time, no suitable answer is available for this dilemma. If the vessel or piping will use PTFE gaskets instead of elastomers, these gaskets have little chance of working unless the recommended guidelines are changed. This is the main reason that end users experience gasket problems. There are two stages of this issue. In defense of the equipment manufacturers, they are able to increase the flange load capability of equipment to allow torques that provide the required stress. However, they have to make these changes in the design stages before quoting the equipment. Most manufacturers will make the appropriate adjustments to lessen this complaint.
Even when torque is increased to a level that should provide the proper gasket load, many additional issues may prevent the proper load. Since end users deal with very low loads, any factor that minimizes the required load on the gasket is significant. Factors that can affect load include:
- Misalignment, both axial and angular
- Lubrication and a correct value of the lubrication friction factor (nut factor)
- Quality and grade of the fasteners
- Use of used fasteners
- Accuracy of the torque wrench used
Any of these factors can determine if the end user will have a successfully sealed bolted flange connection. Therefore, end users and their installers must understand these factors and eliminate influences that may prevent a true, target gasket.
Suggestions and Solutions
When leakage is experienced, the usual first response in the field is applying more torque until the leak is reduced. Usually, this does not cause immediate or catastrophic cracking of the flanges but puts high stresses on the flanged connection, but it could cause cracking. FRP piping is extremely “alive” and with its constant motion, vibration, contraction and expansion, the probable result of overstressing the flange is to cause premature joint failure and shortened equipment life.
If an end user experiences problems, the best advice is to do everything possible to improve the delivered torque and the alignment of the flange so that the intended gasket stress is achieved. Use new bolts each time the joint is broken apart. Lubricate all the bearing surfaces including the washers, under the head of the bolt, the bolt face and the threads themselves. Use an accurate and calibrated torque wrench, and follow the torque steps recommended in RTP-1-2011 in 5 foot-pound increments. In the case of very low torques, use 25 percent, 50 percent, 75 percent and 100 percent of target torque as a guideline. After the final circumferential torque, wait at least four hours, and do one more circumferential torque to 100 percent.
Think Ahead
An equipment manufacturer should think about the gasket before completing the design of the equipment! If the gasket will be PTFE or if the equipment may require PTFE, manufacturers must compensate beyond the recommendations of RTP-1-2011. Not doing so may result in bolted flange connection failure or premature stress fatigue due to a frustrated end user applying more torque than necessary. FSA gasket manufacturers can help resolve these and other gasket problems.
Next Month: What properties are most important when selecting an expansion joint or flexible connector?
Pumps & Systems, February 2012
