
Mechanical sealing systems can be compared in a number of ways. Obviously, one of the more important areas is reliability.
Another area that can be evaluated is life cycle cost or total cost of ownership. Life cycle cost analyses for mechanical seals are often made using labor and material costs and their economic impact on production throughput. An area of evaluation with increased focus is energy costs and carbon footprint.
Estimating Life Cycle Costs
A tool is now available from FSA to evaluate multiple sealing systems and a wide array of parameters to assist in identifying the best sealing system. Alternative mechanical sealing systems can be compared as each alternative will likely have an impact on reliability, cost and energy consumption. In addition, alternatives to mechanical seals, such as compression packing, can also be compared. The FSA's Life Cycle Cost Estimator Tool is available online at http://www.fluidsealing.com/lifecycle.html and can provide excellent insight into choosing the optimum sealing system.
Data Input
The Life Cycle Cost Estimator Tool can easily be used by inputting specific data or accepting the default data. Up to three sealing systems can be analyzed at any one time. Data inputs are separated into four areas—equipment, plant, seal and support system information. A summary of the data inputs is below:
- Equipment information
- Equipment repair costs
- Hours per year of operation
- Lifespan
- Plant utility data
- Energy costs
- Water costs
- Labor costs
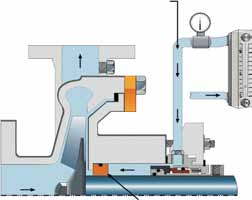
Figure 1. API Plan 32, flush arrangement
Mechanical seal data
- Acquisition cost
- Repair costs
- Speed, pressure and temperature
- Estimated mean time between repair (MTBR)
Seal support system data
- Acquisition cost
- Repair costs
- Temperature and flow
The Life Cycle Cost Estimator provides cost outputs in a number of areas including:
- Operating
- Equipment maintenance
- Seal maintenance
- Support system
- Production loss
- Environmental
- Energy
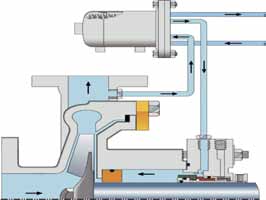
Figure 2. API Plan 21, discharge recirculation arrangement through a heat exchanger
The cost estimator delivers a net present value cost calculation and a power consumption or energy footprint calculation.
Example
An existing centrifugal pump is being investigated for a new sealing device. The pump returns condensate to the boiler section of the plant. Previous mechanical seals failed due to condensate flashing at the seal faces resulting in poor seal face lubrication and overheating from the resultant frictional heat. The question is which sealing system option is the best choice for the application as each of these options vary in their initial cost, maintenance costs and operating costs.
Using an API Plan 32 flush to cool the process fluid in the seal chamber is among the many options for sealing this pump. An external flush fluid, typically at a lower temperature, is injected into the seal chamber to cool the temperature of the process.
Another option is to use an API Plan 21 and direct fluid from the discharge of the pump into a heat exchanger to cool the process fluid. The cooled discharge fluid is then used to flush the seal chamber and replace the hot process fluid with cooled fluid. Significant cooling can be achieved from this environmental control.
Another option is to use a single seal specifically engineered to reduce frictional heat generation in hot water service. Hot water is difficult to seal without cooling as it is a poor lubricant and can easily vaporize between the seal faces. By engineering a seal to provide greater film thickness at the seal faces and modifying the balance ratio, these issues are minimized without the need for cooling. An API Plan 11 is often used to promote circulation and increase pressure in the stuffing box.
Results
So if we compare three sealing systems, Plan 32 Flush, Plan 21 Discharge Recirculation and Plan 11 Engineered Seal for the following pump, which has the lowest life cycle cost and lowest energy consumption over a 15 year period? The condensate is at 200 degrees F and is being pumped at 1,750 rpm with a 2.50-inch diameter shaft. Cooling and flush water is available at 70 degrees F. Each sealing system is estimated to have a mean time between repair (MTBR) of 36 months, but the engineered single seal's acquisition cost is twice that of the other seal option.
The engineered seal that does not require Plan 21 cooling or Plan 32 flush is clearly a better choice when life cycle costs and power consumption are used in the analysis. Due to the cooling effect of the hot condensate process and the need to reheat the process back to temperature, Plan 32 and Plan 21 are quite costly. The current MTBR is low due to the fact that the seal is not designed for a fluid operating close to its vaporization fluid and generates too much frictional heat. An engineered seal for this application will increase MTBR and does not require cooling. Other options such as seals with self-contained pumping rings, Plan 23, and dual seals can also be analyzed.
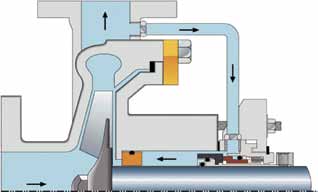
Figure 3. API Plan 11, discharge recirculation using an engineered seal
Conclusions
Take advantage of the usefulness of this tool to analyze applications in current plants or future ones as well. By working with a mechanical seal specialist, you can drive increases in plant efficiencies and lower operating costs with real data.
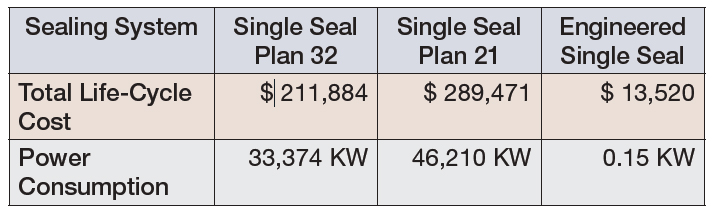
Table 1. Three Seal Plan Comparison
Next Month: How do I prevent galvanic corrosion in my packing gland?
Pumps & Systems, July 2011
Click here to see a Readers Response to this article.
"Sealing Sense” is produced by the Fluid Sealing Association (FSA) as part of our commitment to industry consensus technical education for pump users, contractors, distributors, OEMs and reps. As a source of technical information on sealing systems and devices and in cooperation with the European Sealing Association (ESA), FSA also supports the development of harmonized standards in all areas of fluid sealing technology. The education is provided in the public interest to enable a balanced assessment of the most effective solutions to pump technology issues on rational total life cycle cost (LCC) principles.
The Mechanical Seal Division of the FSA is one of six with a specific product technology focus. As part of their educational mission, they develop publications such as the Mechanical Seal Handbook, a primer intended to complement the more detailed manufacturer's documents produced by the member companies. This document served as the basis for joint development of the more comprehensive Hydraulic Institute publication Mechanical Seals for Pumps: Application Guidelines. Joint FSA/ESA publications such as the Seal Forum, a series of case studies in pump performance, are another example as is the Life Cycle Cost Estimator, a web-based software tool for determination of pump seal total life cycle cost. The Sealing Systems Matter initiative was also launched to support the case for choosing mechanical seals that optimize life cycle cost, energy usage, reliability, safety and environmental compliance.
The following members of the Mechanical Seal Division sponsor this “Sealing Sense” series:
- Advanced Sealing International (ASI)
- Ashbridge & Roseburgh Inc.
- A.W. Chesterton Co.
- Daikin America, Inc.
- EagleBurgmann Mechanical Seals
- Flex-A-Seal, Inc.
- Flowserve Flow Solutions Div. - Seal Group
- Garlock Sealing Technologies
- Industrias Vago de Mexico SA de CV
- John Crane
- Latty International S.A.
- Metallized Carbon Corp.
- Morgan AM&T
- Nippon Pillar Corp. of America
- Scenic Precise Element Inc.
- SEPCO - Sealing Equipment Products Co.
- SGL Technic Polycarbon Division
- H.C. Starck Ceramics GmbH & Co. KG
