

Variable frequency drives (VFDs) are often installed on a centrifugal pump with the intention that the drive will save energy, reduce wear, increase reliability and offer a more flexible control system. But one complaint from end users is that, after their drive is commissioned, the pump is running largely as it was before: nearly full speed, with little energy savings and perhaps even the same maintenance or hydraulic issues they encountered before the drive was installed. So, why bother with the expense of a drive at all?
VFDs are now a widely accepted, mature and reliable technology. Modern drives’ sophisticated algorithms and simplified implementation put dimensions of pump control within the reach of the average user that was not possible in previous generations. Yet, like any tool, to use drives most effectively, users need to understand the opportunities of variable speed operation and be aware of its limits.
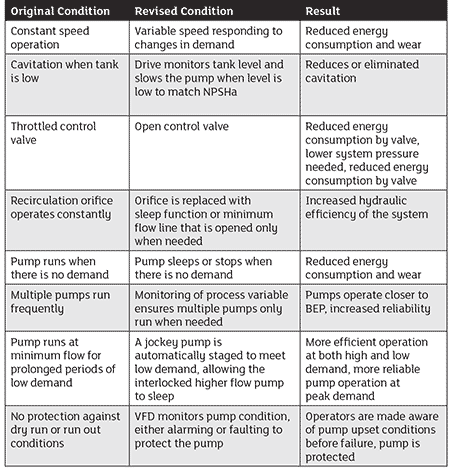
Consider a hypothetical, but typical, centrifugal pump system with newly installed VFDs. Perhaps two pumps are running in parallel fed from a tank with varying level working to maintain a minimum discharge pressure. A control valve throttles the pumps’ discharge pressure to keep them from running out, and a recirculation orifice ensures the pumps stay above their minimum flow. Assume there is some combination of static and dynamic head and that the flow varies from time to time so that sometimes one pump can meet the full, low demand while running back on its curve a bit. If one pump cannot maintain the system pressure, a control system turns on the second pump at full speed. Other than installing the VFDs, the plant has not made any changes yet. Where are opportunities to maximize the benefit of the new drives?
Centrifugal pump curves describe the ability of a pump to provide combinations of flow and pressure. Affinity laws show that, like trimming an impeller, changing the speed of a centrifugal pump will change combination of flows and pressures the pump can achieve. The system curve describes the head required to overcome the resistance of the system’s mechanical components (pipes, valves, elevation changes, etc.) over a range of flows. The operating point, or the actual combination of flow and head delivered by the pump, will be the flow where the pump’s ability to deliver head equals the system’s required head: where the curves intersect.
When a pump is started in the hypothetical system at full speed, it will naturally find its operating point. When beginning to reduce the speed with no other changes to the system, the operating point will slide down the system curve. Lower speeds may not meet the flow requirements because whatever is done, the system curve cannot be escaped. This brings the first question:
Can the System Be Changed?
The mechanical system offers many opportunities including:
Control valves. VFDs often allow control valves to be more open than constant speed systems because the pump can be slowed down to achieve the same flow rate with less throttling, leading to energy savings.
Minimum flow orifices. In systems where the pump may run at or near minimum flow, orifices are used to protect the pump. This flow through this orifice is always present, consuming energy wherever the pump is operating on its curve. In many cases when a VFD is implemented, the minimum flow orifice can either be eliminated or reliance on it reduced by having the pump instead go to “sleep” during times of minimum demand or by opening the line to the orifice only during times of low demand. This often can be done without the need for programming an external control system beyond the VFD.
Consider a jockey pump for low flow. Pumps are most efficient when operating at higher speeds near their best efficiency point (BEP), and motors are most efficient operating at full load. A small pump with its own VFD for low demand can offer better efficiency and overall system reliability than a large pump sized for peak demand operating back on its curve. VFDs designed for pump service can be set up to stage, destage and interlock multiple pumps including jockey pumps.
Search for other energy losses to eliminate. Installation of a VFD is a good time to perform a pump system assessment to look for other opportunities to reduce energy consumption and increase reliability. The Hydraulic Institute offers a framework for this, and a quality pump vendor should also be able to support system assessments.
Size the pumps properly. It is common for users to be uncertain of the exact flow and pressure they need, often leading to oversized pumps. VFDs offer flexibility in this case, but not all oversizing is created equal. For example, when specifying a pump with a VFD, it is more difficult to compensate for a pump that has been oversized for flow than for a pump that has been oversized based on head because head can be easily adjusted by slowing the pump to achieve the required operating point. The best course when sizing a new pump is to share this uncertainty with a pump application engineer so they can assist in specifying a flexible, resilient and reliable variable speed pump system.
Now that changing the system has been considered, examine how the pumps are operated. If it is set at a constant speed, even a reduced speed, and let run, there would be missed opportunities to optimize the system. With ability to vary speed and features available in modern drives, ask:
Can Pump Operation Be Changed?
VFDs allow users to operate and control centrifugal pumps in ways that include:
Controlling the response to changing demand. In a constant speed system, the pumps find their operating point based on the system and pump curves, without any attempt to control any process variables such as flow, pressure, temperature or level. By controlling the process variable, the VFD can automatically adjust to changing conditions, ultimately saving energy, reducing wear and often providing better control of the process variable than could be previously achieved.
Monitoring tank level and change setpoint. Many pump systems encounter cavitation when their supply tank’s level is low. Slowing the pump when the net positive suction head available (NPSHa) is low can result in reduced cavitation. Some drives designed for pump applications are even equipped to provide tank level monitoring and automatically respond to low level conditions.
More efficient multiple pump operation. If multiple pumps are operating in parallel frequently when the demand could be met by a single pump, the result is both pumps operating in a less mechanically stable and less efficient condition. VFDs capable of responding to a process variable like pressure and staging and destaging additional pumps only when needed can provide a highly responsive system that ensures multiple pumps are operating only when needed, saving energy and resulting in greater efficiency and reliability.
Turning the pump off when not in use. All pumps use the least amount of energy when they are off, yet many pumps are left to run against a closed valve when not needed, hopefully at least cycling through an orifice. In addition to the sleep and process control functions already discussed, VFDs offer many easy ways to stop the pump when it is not needed, either from an external control or operator’s input. Additionally, VFDs generally offer field adjustable ramp up and down functions, reducing inrush current and the stress of stopping and starting on the motor and pump.
Finally, many VFDs have integrated control features that are often overlooked. Reviewing all the features can be cumbersome, so discussing the system with a pump application engineer also familiar with VFDs can help answer the question:
Could Other Functions of the VFD Be Used?
This is best answered after looking at the details of a specific application, however these features are available in many VFDs:
- process control, including single and multiple loops
- monitoring of conditions such as current, speed, power or external switches
- multiple setpoint functions, either triggered by a switch or automatically based on a monitored condition
- torque control to resolve hunting and compensate for wear
- torque boost functions (more common with positive displacement pumps)
- data logging and trending
- pump and pipe cleaning sequences
- sleep based on process variable or speed
- multiple pump staging and destaging with options for setpoint boosting
- pump protection options, many of which require little or no external instrumentation
For pump VFD applications, it is important to have technical support from a vendor that understands the pump hydraulics, the system’s interactions with the pump and the capabilities of the VFD. The resulting examination of the system, pump operation and control methodology, and making full use of the features of the drive, will make the VFD a powerful tool for system optimization.
