

Heat exchangers are an established tool for the thermal processing of materials, such as cooking, pasteurization and sterilization, as well as heating or cooling a range of products. When it comes to choosing the right heat exchanger for a particular situation, the viscosity of the food or drink being processed is one of the most important considerations.
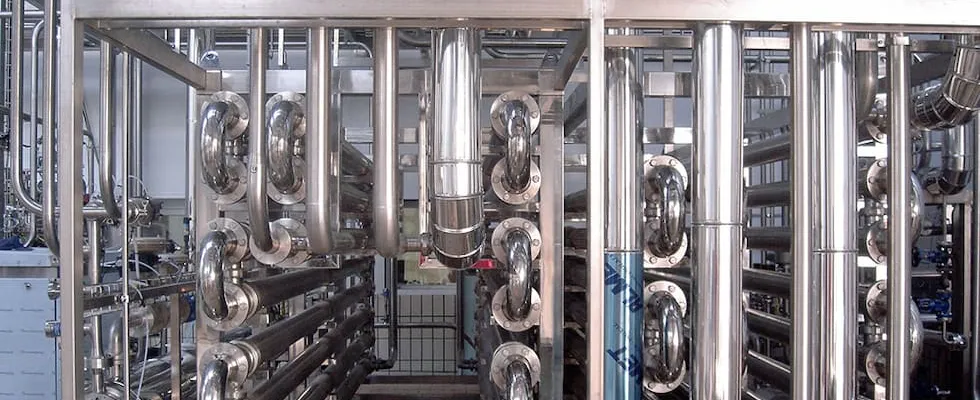 IMAGE 1: Annular-space heat exchangers are often chosen for viscous food products. (Images courtesy of HRS Heat Exchangers)
IMAGE 1: Annular-space heat exchangers are often chosen for viscous food products. (Images courtesy of HRS Heat Exchangers)For example, the simplest thin Newtonian fluids such as water and milk may be successfully processed with simple plate heat exchangers. More complex materials usually need more specialized heat exchange equipment, such as corrugated tube or scraped-surface heat exchangers. Many types of food and drink products fall into this category, including those that are particularly viscous (such as syrups and thick sauces), contain particles or pieces (such as fruit and vegetable mixtures), or are non-Newtonian fluids (such as custard).
Newtonian and non-Newtonian fluids behave differently under different temperature and pressure regimens, and this can affect the handling necessary during processing. If subjected to too much pressure, certain sauces may shear, resulting in failure to meet the end specification—such as pizza sauce not staying on the pizza during the manufacturing process. Another challenge is presented by certain fat-free products that become more or less viscous with temperature, and so they may be more fluid on the cooling side of the heat exchanger than the heating side.
Along with being a key determinant on the type of heat exchanger required, the viscosity and texture of a product can also influence other associated equipment such as pumps, with some of the most challenging products requiring specialized positive displacement (PD) pumps rather than comparably simpler designs.
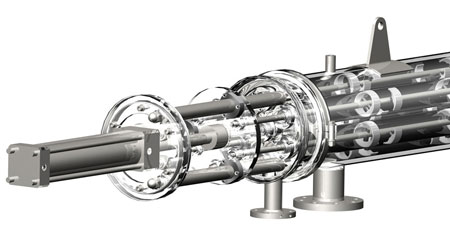 IMAGE 2: For the most challenging products, a scraped-surface heat exchanger may be required.
IMAGE 2: For the most challenging products, a scraped-surface heat exchanger may be required.Benefits of Corrugation
Such issues can be addressed with the correct type of heat exchanger and careful system design. Corrugated tube heat exchangers are available in various configurations, so delicate materials such as cream can be processed without damage. The corrugated design also minimizes fouling in the heat exchanger, which increases the thermal efficiency and prolongs operational periods between cleaning. In addition, corrugated tube heat exchangers can have a lower pumping requirement than smooth tubular heat exchangers due to their compact nature, which results in a lower pressure drop. This helps increase operational life while reducing maintenance costs.
Products with low or medium viscosities—such as milk, thin sauces, soups and creams, fruit and vegetable juices and purees—can usually be efficiently processed in multitube corrugated heat exchangers. These feature multiple tubes carrying the product within a large vessel, which contains the service fluid. Where products contain pieces or particulates, such as fruit and vegetable dices, then a double-tube heat exchanger is recommended. In a double-tube heat exchanger, one large tube carries the product, so there is less chance of blockage and fouling by the pieces and particles contained in the food product.
For high viscosity products such as thick sauces, honey and syrups, an annular-space heat exchanger is preferable. These consist of three or four concentric tubes, with the product flowing through the annular space between the tubes and the service fluid flowing through the inner and outer tubes to ensure even heating and cooling.
This arrangement increases both heat transfer and energy efficiency and minimizes potential fouling of the product.
Scraped-Surface Heat Exchangers
In some cases, the use of corrugated tubes may not be sufficient to prevent fouling, and so a scraped-surface heat exchanger will need to be considered, particularly where the heat exchanger is being used for some form of evaporation. Scraped-surface heat exchangers generally come in two types—rotary and reciprocating. Care is required to balance the action of the heat exchanger in preventing fouling with gentle handling of the product so as not to alter quality parameters and viscosity (as was the case in the previous pizza sauce example).
 IMAGE 3: The viscosity of a product will also influence other equipment choices, such as positive displacement pumps.
IMAGE 3: The viscosity of a product will also influence other equipment choices, such as positive displacement pumps.The simplest type of rotary scraper uses paddles or augers, which move the product through the tube while also removing product from the tube surface.
For the most challenging situations, it may be necessary to use specific or custom equipment, such as exchangers with the addition of a stainless steel scraping mechanism that is hydraulically moved within each interior tube. This movement minimizes potential fouling, as well as creating turbulence, with both actions helping increase heat transfer rates, creating an efficient heat transfer process ideal for viscous and high fouling materials.
Separate hydraulic action means that the speed of the scrapers is controllable and can be optimized for the product being processed. Materials, which are susceptible to shear stress or pressure damage, can be handled gently to prevent such damage while providing high levels of heat transfer.
With all scraped-surface heat exchangers, the scraping action not only improves heat transfer, but also allows for continuous operation in many situations, increasing manufacturing productivity and reducing downtime.
Case Study
U.K. dairy company Longley Farm produces a wide range of fresh and chilled dairy products at its factory in Yorkshire. In addition to familiar items, such as butter, cream, buttermilk, yogurt, cottage cheese, crème fraiche, sour cream and fromage frais, the company is known as a leading manufacturer of the traditional specialty of Yorkshire curd, an uncooked fresh curd product used to make Yorkshire curd tarts.
While most dairies make curds and whey by adding bacteria to the milk to turn the lactose into lactic acid and stimulate the proteins to stick together, for Yorkshire curd production Longley Farm adds acid directly to the milk. This traditional method creates a problem when heating or cooling the solution, as it contains small curds that can get mixed into the whey portion.
Four years ago, Longley Farm upgraded two of its heat exchanger systems, each of which has different requirements in terms of product viscosity and handling. A new corrugated tube heat exchanger for cooling cream provided the necessary gentle handling in order to prevent curdling, while increasing both product flow and heat transfer rates to increase capacity. Elsewhere in the factory, a design using multiple corrugated tubes—which would specifically increase turbulence—was installed for the production of Yorkshire curd.
This is designed to prevent blockages or fouling from pieces of curd, even if they are present in higher than normal concentrations.
In both cases, choosing an appropriate heat exchanger based on the viscosity of the product allowed Longley Farm to reduce cleaning and maintenance intervals and boost production capacity.
