

Condition-based maintenance programs require condition-based monitoring (CBM), as this allows an analyst to assess if measured values are outside of allowable ranges while also aiding in the determination of failure modes and the progression of known failure modes. A CBM program grants the user the ability to modify the operation of the equipment based on the data analysis and schedule targeted maintenance before a failure occurs. The primary benefit is that high cost or unexpected failures can be mitigated, and the maintenance can be scheduled during a convenient time for plant operations.
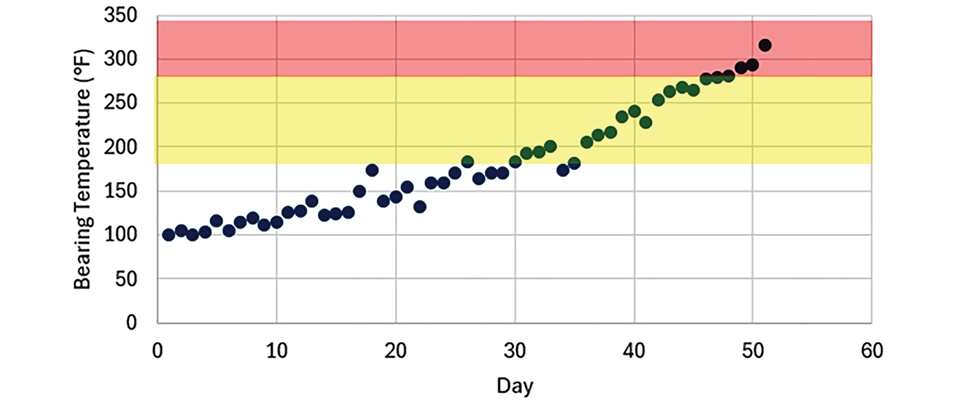
CBM will gather data at suitable time intervals to identify failure mode progression, which could be relatively long (e.g., monthly or weekly) or short (e.g., continuous data acquisition) and will depend on the criticality of the equipment and the typical time for failure mode progression. As a result, CBM programs will vary in complexity. A relatively simple example of a CBM could be monitoring bearing temperature to understand if the temperature is outside control limits. The output could look like Image 1, where the program has defined control limits. The warning or alarm level could be set at some percentage above the baseline or some percentage of the maximum allowable bearing design temperature. It is important to note that actual data will often not be a clear linear relationship and could have large fluctuations and outliers that could be attributed to things like changing ambient temperature or changes in operation. Interpretation relies on the analyst to recognize patterns in the data and relationships to operating variables within the context of the application.
CBM can also incorporate more complex predictive systems to identify specific failure mode initiation many months or years before the failure mode progresses to the point of failure. These programs can utilize very specific measurement techniques, providing trained analysts with a signature that can be monitored through levels of failure.
For example, rolling element bearings have been studied for many years, and failures have been classified into four stages that include initial, intermediate, advanced and failed. In the initial stage, there may be no noticeable changes in bearing temperature or general vibration, but specific vibration tests can be conducted to identify the initiation. The analyst can then monitor the progression to the intermediate and advanced stages, where the failure progression is easier to see and correlate with general vibration analysis, temperature, noise and lubrication analysis.
Essentially, CBM programs are designed to reduce maintenance based on specific time intervals, allowing the user to extend the time between repairs, limit unexpected failures and make repairs or replacements at a planned and convenient time.
The benefits of CBM include:
- Reduction of unplanned maintenance
- Improved equipment performance and process operation
- Reduced maintenance costs due to repairing or replacing parts when it is required
- Reduction of spare parts inventory because parts can be ordered when needed (instead of being kept on hand in case of unexpected failure)
However, CBM does come with costs. The biggest downside is that CBM requires upfront investments in equipment, an understanding of the equipment failure modes, training for personnel and time for analysts to gather and evaluate measurements. The payback on a program may not be immediate, so a cost analysis is necessary to determine if a CBM program is warranted and what equipment it should include. For more information on CBM and common practices, refer to ANSI/HI 9.6.9 Rotary Pumps – Guidelines for Condition Monitoring and ANSI/HI 9.6.5 Rotodynamic Pumps – Guidelines for Condition Monitoring at pumps.org.
