
The operators in some of the most demanding industries—from oil and gas production to mining and water/wastewater management to chemical processing—rely on peristaltic pumping technology systems when handling thin to viscous, particle-laden, aggressive, abrasive and corrosive liquids in potentially explosive and dangerous atmospheres. The design and operation of peristaltic pump technology, which was patented in 1925 in France, satisfy the requirements of a wide range of industrial liquid-handling applications because the pump’s operation relies on the alternating contraction and relaxation of the hose. This design forces the contents of the hose to move through the pump and into the discharge piping. A smooth-wall, flexible hose is fitted in the pump casing and squeezed between shoes on the rotor that is positioned inside the pump casing. This rotating action moves the liquid through the hose at a constant rate of displacement. The hose restitution after the squeeze also produces a strong vacuum effect that draws product into the hose from the intake piping. The vacuum created by the hose’s restitution can build discharge pressures of as much as 16 bar, or 232 pounds per square inch (psi), without damaging or deforming the hose or causing it to rupture.
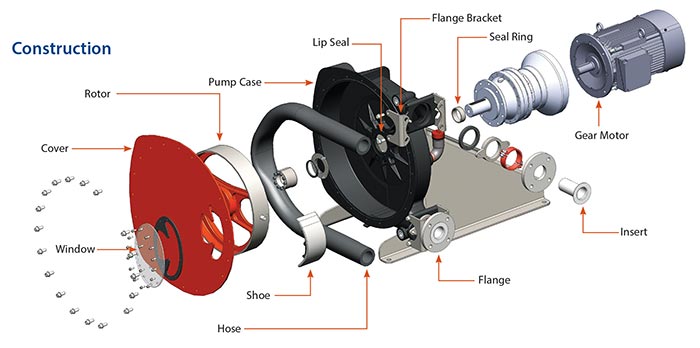 Image 1. The seal-free design and construction of peristaltic (hose) pumps makes them dry-run, self-priming and low-slip capable, and may eliminate the chance that leak paths will form or cross-contamination points will be created. (Images courtesy of PSG Dover)
Image 1. The seal-free design and construction of peristaltic (hose) pumps makes them dry-run, self-priming and low-slip capable, and may eliminate the chance that leak paths will form or cross-contamination points will be created. (Images courtesy of PSG Dover)Fatigue Resistance
Another consideration when selecting a hose material is its “fatigue resistance.” This trait defines how resistant to failure the hose material is as it runs through millions of pumping cycles. A hose material susceptible to developing cracks and holes early in its operational life is not as desirable as one made from a material that can reliably handle the demands of the repeated contraction and relaxation of the hose, especially when particulate-laden liquids are being pumped. The reinforced construction of the peristaltic hose and its use of rubber compositions that have been specially designed for the stresses within the peristaltic hose allow for the optimum life cycle and performance.Material Selections
The following materials have gained wide acceptance in the industry for use in the construction of peristaltic pump hoses:- Natural rubber (NR): highly resistant to abrasion
- Natural rubber ATEX: for applications in explosive-atmosphere areas
- Buna-N (NBR): provides wear resistance when used with oily liquids
- Buna-N FDA: for hygienic applications
- NR FDA 1935/2004: for food-grade applications
- Ethylene propylene diene monomer (EPDM) rubber: optimized chemical resistance when handling concentrated acids, alcohols and ketones
- EPDM ATEX: for EPDM applications in explosive atmospheres
- Hypalon: high resistance to oxidants, concentrated bases and acids
Oil & Gas Applications
The peristaltic pump’s construction, method of operation, liquid-handling range and low maintenance requirements can make it ideal for use in harsh operating atmospheres. One of the harshest—and most complex—is oil and gas production. The operations can be located in some of the world’s most rugged, unforgiving climates and landscapes. Within each oil or gas operation, numerous liquid-handling functions need to be completed reliably and flawlessly in order for the production operation to be fully optimized. Everywhere oil and gas products are being recovered from beneath the surface of the earth or sea is the result of a massive, complicated undertaking that requires large amounts of fuel and other liquids to keep them running effectively and efficiently. A common example is the hydraulic fracturing process being used to produce much of the shale oil and natural gas found in the U.S. and Canada. The process requires thousands of gallons of water to be sent down the wellbore. This water delivers the chemicals and frac sand that open up the reservoir and allow trapped oil and natural gas to flow to the wellhead on the surface. Image 2. Peristaltic (hose) pumps can operate safely, efficiently and reliably in many of the harsh liquid-transfer applications that are prevalent in oil and gas production.
Image 2. Peristaltic (hose) pumps can operate safely, efficiently and reliably in many of the harsh liquid-transfer applications that are prevalent in oil and gas production.- handle the pressures required to complete the pumping operation
- handle large volumes of liquids with varying viscosities and particulate levels
- maintain volumetric consistency while producing flow rates that can be as high as thousands of liters per minute
 Image 3. The peristaltic (hose) pump’s ability to maintain volumetric consistency and provide suction lift up to 9 meters (29.5 feet) makes it ideal for 24/7 operating cycles.
Image 3. The peristaltic (hose) pump’s ability to maintain volumetric consistency and provide suction lift up to 9 meters (29.5 feet) makes it ideal for 24/7 operating cycles.