
The initial version of this procedure was published several years ago by me. Since then, a large amount of feedback has been accumulated. The most recent reflection appeared in the March 2012 issue of Pumps & Systems with discussion on how the thermal effects of pipe growth influence the supports, anchors and other restrictions. The 10 steps outlined in this article reflect modifications, corrections, your questions, challenges and practical considerations and limitations.
Piping issues directly affect a pump’s life and its performance. Bringing the pump to the pipe in one operation and expecting a good pump flange or vessel fit is a difficult task. When bringing the pipe to the pump, the last spool (suction side and discharge side, each) should always be left until the pump has been leveled in place and rough aligned. The final alignment will be a free bolt condition, and no come-alongs would be needed, which may be a surprise to some readers. With an initial, common-sense investment and proper attention to details, the pumps will last longer, with fewer failures of seals, shafts, bearings and couplings. More equipment uptime and less lost production will result in significant cost savings and fewer headaches.
Step 1
Note: This step is only for cases in which NO thermal growth is experienced—otherwise skip to Step 2.
At this point the pipe should be securely anchored just before the last spool, to prevent future growth toward the pump’s flanges. The piping lay out should not be finalized until certified elevation drawings are received from the engineering group or from the pump vendor. Once the final certified drawings are received, the final isometrics can be completed and the piping takeoff can be performed.
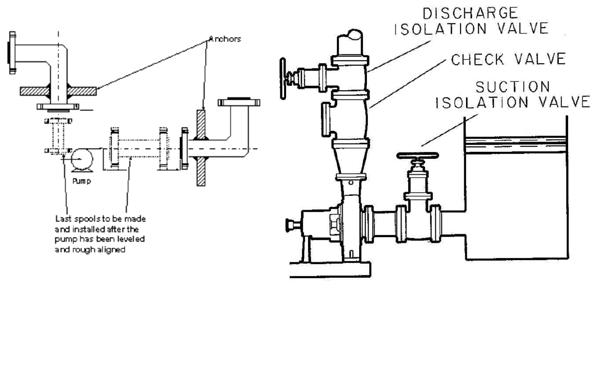 Figure 1. Occasionally, anchors (only if NO thermal growth, which is rare) can be used for the pump piping. Figure 1. Occasionally, anchors (only if NO thermal growth, which is rare) can be used for the pump piping. |
The delivery of the equipment can either be early or it can be late in arriving at the site. When the equipment is late it is critical to have certified elevation prints of the equipment. The certified prints ensure that the isometrics required for the piping takeoffs can be made without impacting the construction schedule. If the equipment is early, it will arrive at the site before the construction team needs it for installation. Preparations must be made for long-term storage. Using oil mist lubrication is customary to keep the equipment in as-shipped condition while it is stored. The pressurization of the bearing housing and the casing with just 10 to 20 H2O pressure prevents moisture and contaminants from entering the sealed areas and damaging the components. In ad- dition, early delivery of equipment to the site allows for the verification of the actual measurements.
Step 2
When the location of the equipment is set, the baseplate can be put in place, leveled and rough-aligned, with the equipment mounted. Rough alignment should happen prior to building the grout forms. To avoid stresses caused by the thermal expansion of pipes, expansion loops should be installed in the suction and discharge lines. The “sliding” pipe supports near the pump suction and discharge are required to eliminate the weight loads of piping on the pump, which can cause excessive loads and misalignment, leading to seal, bearing and coupling failures.
However, anchors (three dimensional restraints) should not be used because they could cause significant stresses and casing distortions from thermal expansion. Consider, an example (Figure 2, Example C) of an incorrectly placed anchor (restraining growth in ALL directions, not simply a vertical, sliding support), even 2 feet away from the pump suction, and the case of pipe expansion by only 30 F (morning to afternoon):
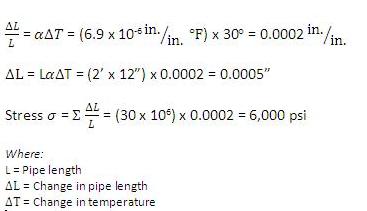
For the pipe, the area of contact between the pump and pipe flanges depends on the pipe size. Assume, for example, a 20-square-inch contact area (or use the pipe/flange number). The resultant force on the pump will be:
This is high and will distort the pump casing, feet, shafts, etc., and cause problems. If, in addition to that, the pumped product is hot, the piping expansion could be worse. However, even the daily fluctuations of ambient temperature alone could cause problems, as shown in the calculation above.
 |
|
Figure 2. Rough alignment phase (note that the motor and the pump are not coupled yet and the baseplate is still sitting free, not grouted) |
A. Correct configuration—Sliding support does not keep the piping from sliding up/away.
B. Piping is restrained (cannot slide up/away) with high thermal expansion loads.
C. “Anchor” will allow pipe to expand toward/into the pump. This is a problem, causing high axial loading.
Step 3
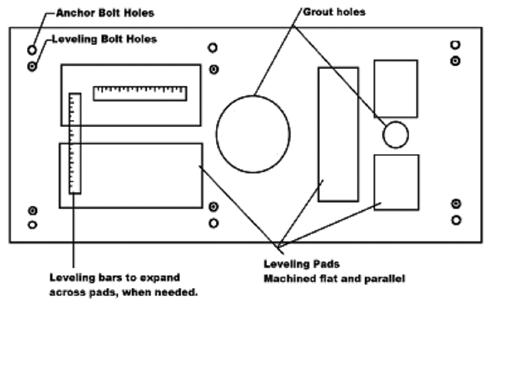
Once rough alignment has been completed, remove the equipment (pump, motor gearbox) from the baseplate. Level the baseplate to a maximum out of level of 0.025 inch (0.06 millimeter) from end to end in two planes. Use machined pads as the base for the leveling instruments. Inspect the foundation for cleanliness, and if not clean, use a solvent to remove grease and oil.
 |
|
Figure 3. Baseplate leveling pads and grout location |
Step 4
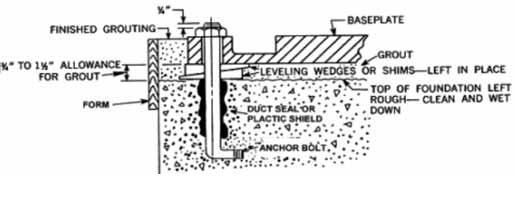
Allow time for the cleaning substances to evaporate. Form the base using the appropriate techniques to allow for the weight, temperature rise and fluidity of the grout material. Use epoxy grout to secure the base, and allow the grout to cure, following the grout manufacturer’s recommendations. This normally requires 24 hours at 80 F (27 C). Remove the forms and clean all sharp residue and edges from the foundation.
 |
|
Figure 4. Typical anchor bolt and leveling wedges |
Step 5
The rough alignment step, mentioned above, is critical to minimize the changes that will be required to appropriately fit the piping to the pump. At the last stage, when the final spools are installed, the final alignment will be achieved with small adjustments. This will minimize the adjustments required on the motor feet/bolts. Unfortunately, motor hold-down bolts are often too tight and allow for only small adjustments to the motor before becoming bolt bound.
Motor manufacturers could improve this situation significantly if motor feet were slotted by design rather than drilled for bolts. Figure 5 shows the tightness of space available to insert the foot hold-down bolt. This illustrates once again why good alignment at Step 3 can save time and the cost of having to alter motor feet (which can be a nightmare) by slotting or reaming.
 |
|
Figure 5. Potential bolt-bound situation due to tight clearances between bolt, feet and base |
Step 6
Reinstall the pump and the motor on the baseplate. Rough align the equipment again, using a reverse indicator, laser alignment or similarly accurate technique. It should now be easy to fine-tune the motor movement within the allowable alignment target without becoming bolt bound. This is possible because of completion of the rough alignment during Step 4. Note: Never install shims under the pump feet. If the shims are lost or misplaced then alteration to the piping may be required to get the pump within the required alignment specification. The normal procedure is to place 0.125-inch (3.2-millimeter) thick shims under the motor feet. This allows for adjustments that will be required during final alignment.
Step 7
Make up the final spool pieces for the suction and discharge spaces. Bring the piping to the pump now.
Step 8
As a final alignment step, bring the piping to the equipment. Take final measurements, and tack weld the spools in place. At this time, the spools can be removed and taken back to the hot work permit area to finalize the weld. Leave a square and parallel gap between the flange faces. The gap should be wide enough to accommodate the size of the gasket required, plus 1/16 to 1/8 inch, depending on the piping sizing. This is the only distance through which the piping will be pulled. However, because it is properly anchored before the spool pieces, this length is short, and stresses are minimized. Finally, align the equipment, considering hot and cold operating conditions, using two indicators on the pump shaft coupling area.
Step 9
As the piping is tightened into place, the shaft must not be moved more than 0.002 inch (0.005 millimeter). Otherwise, modify the spool pieces until the piping misalignment is fixed. Several conditions are common when piping is misaligned. Some of these conditions are the mechanical seal and/or the bearings running hot and other component failures. A quick analysis of the failed parts will clearly show the signs of piping misalignment. To make a final confirmation of the symptoms, unbolt the piping while measuring the movement in the vertical and horizontal plane. Again, piping that moves more than 0.002 inch (0.005 millimeter) must be modified to correct the situation.
Step 10
Place an indicator in the horizontal and vertical planes, using the motor and pump coupling.
Uncouple the pump and motor, while watching the indicators for movement. Start unbolting the flanges, and continue watching for movement in the indicators. If the needle jumps more than 0.002 inch (0.005 millimeter) the piping has to be modified to improve the pump’s performance.
References
1. AlChE Equipment Testing Procedure for Centrifugal Pumps (Newtonian Liquids), 2nd Edition, AlChE, New York, 1984.
2. AlChE Equipment Testing Procedure for Rotary Positive Displacement Pumps (Newtonian Liquids), Second printing, New York, N.Y., 1968.
3. AlChE Equipment Testing Procedure, New York, N.Y., 1999.
4. API 610 Standard for Centrifugal Pumps, 8th Edition, American Petroleum Institute, Washington, D.C., August 1995.
5. API 676 Standard for Rotary Pumps, 2nd Edition, American Petroleum Institute, Washington, D.C., December 1994.
6. Nelik, L., Centrifugal and Rotary Pumps: Fundamentals with Applications, CRC Press, Boca Raton, Fla., March 1999.
7. Pump Standards, Hydraulic Institute, ANSI/HI 1.1 1.5 1994, Parsippany, N.J., 1994.
8. Rizo, L., Nelik, L., “Piping-to-Pump Alignment,” Pumps & Systems, April 1999.
