
Q. What are some adverse effects that can occur from mechanical processes during pumping operations?
A. Numerous mechanical processes during pumping operations are not typically duplicated in laboratory, chemical or physical analyses that may affect equipment material. These include crevice corrosion, velocity effects, and thermal and hydraulic shock.
Stainless steels and some other alloys rely on an oxide coating to generate a corrosive-resistant film. Pump designs that have tight crevices, or fits, do not permit the continued replenishment of this oxide film and may, therefore, corrode in these areas even though the material is basically compatible with the pumped liquid. Certain liquids, such as seawater and halide salt solutions, are more likely to promote crevice corrosion.
Most wetted surfaces in a pump—such as the internal impeller and diffuser passages and wearing ring, balancing drum and balancing disk clearances—are subject to relatively high liquid velocities. This velocity and its scouring effect on corrosion deposits, soft-base metals and oxide films can, and often do, adversely affect corrosion rates. Therefore, laboratory static submergence tests for determining corrosion rates of specific liquid/material combinations can, at best, only be considered as a general guide to material selection.
Certain pumping situations may subject the pump to thermal or hydraulic shock, which may preclude the use of brittle materials, such as cast iron. Such shock may occur during startup on high-temperature applications when pumps handle flammable liquids that could leak or catch fire or when water hammer shock results from a sudden valve closure. For more information, see ANSI/HI 9.1-9.5 Pumps – General Guidelines.
Q. What are some causes of suction recirculation within a rotodynamic pump?
A. Suction recirculation is associated with a partial (below BEP) rate of flow condition in which the flow in the inlet area of an impeller separates from the vanes and forms recirculating eddies. These eddies can produce large forces on the impeller resulting in vibration or damage.
Experience has shown that suction recirculation has a correlation to suction specific speed. Higher suction specific speed designs undergo an earlier onset of, and more intense, suction recirculation. Suction specific speed values below 145 metric units (7,500 U.S. customary) usually represent low suction specific speeds. Values above 290 metric units (15,000 U.S. customary) are classified as high.
Figure 9.6.3.3.9b shows typical values that may be used to approximate the onset of suction recirculation. Barrel pumps—such as those used for boiler feed and pipeline services—are excluded from this figure because of the large shaft diameters that distort the relationship between the shaft and the impeller eye. The pump manufacturer may use pump-specific knowledge of suction recirculation onset and other parameters that affect measurable performance to determine the allowable operating range. Impeller design may exhibit a higher minimum rate of flow to avoid suction recirculation because of one or more of the following:
- Inlet flow pre-rotation
- Suction casing design
- Impeller eye diameter
- Impeller vane angle
- Impeller vane number
- Impeller vane overlap
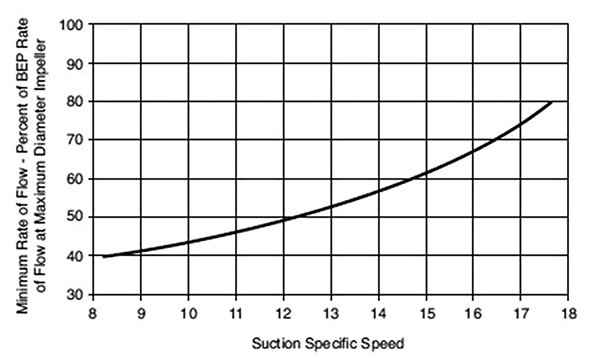 Figure 9.6.3.3.9b. Minimum rate of flow to avoid suction recirculation
Figure 9.6.3.3.9b. Minimum rate of flow to avoid suction recirculationFor more information, see ANSI/HI 9.6.3 Rotodynamic (Centrifugal and Vertical) Pumps – Guideline for Allowable Operating Region.
Q. How can I determine NPSH margin requirements for vertical rotodynamic pumps handling hydrocarbon liquids and water at elevated temperatures?
A. The net positive suction head (NPSH) requirements of rotodynamic vertical pumps are normally determined on the basis of handling water at or near normal room temperatures. Operating experience in the field has indicated—and a limited number of carefully controlled laboratory tests have confirmed—that pumps handling certain hydrocarbon liquids or water at temperatures significantly higher than room temperature will operate satisfactorily with less net positive suction head available (NPSHA) than would be required for cold water (20 C [68 F]).
The consistency of results obtained on tests conducted with both water and hydrocarbon liquids suggests that the net positive suction head required (NPSHR) of a rotodynamic vertical pump may be reduced when handling any liquid with relatively high vapor pressure at pumping temperature. However, available data are limited to the liquids for which temperature and vapor pressure relationships are shown in Figure 2.3.4.18b. Therefore, the application of this chart to liquids other than hydrocarbons and water is not recommended except for an experimental basis only.
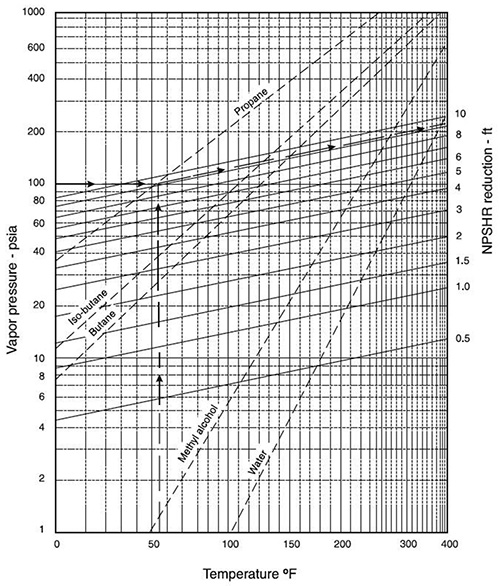 Figure 2.3.4.18b. NPSHR reduction for pumps handling hydrocarbon liquids and high-temperature water
Figure 2.3.4.18b. NPSHR reduction for pumps handling hydrocarbon liquids and high-temperature waterUntil specific experience has been gained with the operation of pumps under conditions in which Figure 2.3.4.18b apply, NPSH reduction should be limited to 50 percent of the NPSH required by the pump for cold water. When using Figure 2.3.4.18b for high-temperature liquids, and particularly with water, due consideration must be given to the susceptibility of the suction system to transient changes in temperature and absolute pressure, which might necessitate a provision of a margin of safety of the NPSH far exceeding the reduction otherwise available for steady state operation. Because of the absence of available data demonstrating an NPSH reduction greater than 3 meters (10 feet), Figure 2.3.4.18b has been limited to that extent and extrapolation beyond that limit is not recommended.
Figure 2.3.4.18b is based on pumps handling liquids without entrained or dissolved gas. When entrained or dissolved gases are present in a liquid, pump performance may be adversely affected, even with the normal NPSH available, and would suffer further from a reduction in the NPSH available. If dissolved gases are present and the absolute pressure at the pump inlet would be low enough to release such noncondensables from the solution, the NPSHA may have to be increased above that required for cold water to avoid deterioration of pump performance because of such a release. For hydrocarbon mixtures, the vapor pressure may vary significantly with the temperature. Specific vapor pressure determinations should be made for actual pumping temperatures.
To learn more about this topic, see ANSI/HI 2.3 Rotodynamic Vertical Pumps of Radial, Mixed, and Axial Flow Types for Design and Application.
