
Most emissions escape through the valve stem.
EGC Enterprises, Inc.
05/16/2019
The American Petroleum Institute (API) has developed two commonly used standards designed specifically for the petroleum industry. They include API 622 “Type Testing of Process Valve Packing for Fugitive Emissions,” and API 624 “Type Testing of Rising Stem Valves Equipped with Graphite Packing for Fugitive Emissions.” API 622 and API 624 may be specified by an end-user. Valve OEMs must use API 622-approved packing for any valve on test for API 624.
Fugitive Emissions Test Standards
Since the introduction of the U.S. Clean Air Act in 1963, the U.S. Environmental Protection Agency (EPA), as well as individual states, have set increasingly stringent restrictions regulating fugitive emissions from industrial facilities. Fugitive emissions are any chemical in a physical form that can unknowingly leak from an installation. Valves account for more than 51 percent of all fugitive emissions, including greenhouse gas. Eighty percent of these emissions come from the valve stem—representing more than 300,000 tons annually. It is generally estimated that a high proportion of emissions come from hydrocarbon gasses such as methane. The consequences of these losses are far-reaching. They include the loss of product in terms of the cost of fugitive emissions, cleanup costs, loss of production time and labor costs to repair leaks. Plants handling fugitive emissions are expected to implement leak detection and repair (LDAR) protocols monthly. The EPA monitors leak detection using “sniffing” technology. Although alternate test methods are being used, fines for falling out of compliance can cost some companies millions. So, reducing fugitive emissions not only protects the environment but also saves money for industrial facilities. Recently, there has been a focus on replacing the “repair” in LDAR with a more proactive, preventative approach that focuses on valve design and low emissions (low E) performance at the manufacturing level.API 622
The first in a series of embedded low E valve and packing standards is API 622, which was revised for the third time. This is a test standard for the packing itself. It uses a standardized test fixture and eliminates all the variable conditions inherent in each valve. By using a test fixture and a specified set of conditions, a variety of packing sets from multiple manufacturers can be evaluated under the same conditions. The third edition of API 622 restricts leakage of the packing set to a maximum of 100 parts per million volumetric (ppmv), while eliminating the single previously allowed gland bolt adjustment. This edition also adds the requirement of an 1/8-inch packing sample test, which has been problematic in valve type testing, alongside the 1/4-inch packing, which has been used exclusively in all earlier revisions. Currently, API 622 is a performance test. It runs a span of 1,510 mechanical cycles (from open to close) at 600 pounds per square inch gauge (psig) operating pressure over five thermal cycles. Measurements of test gas leakage (methane) are taken periodically throughout the test. During the thermal cycling test, the fixture operates at ambient temperature for 150 cycles. At that point, the temperature is increased to 500 F, running another 150 cycles. This sequence repeats four additional times, and the final stage of the test runs for 10 cycles at ambient temperature.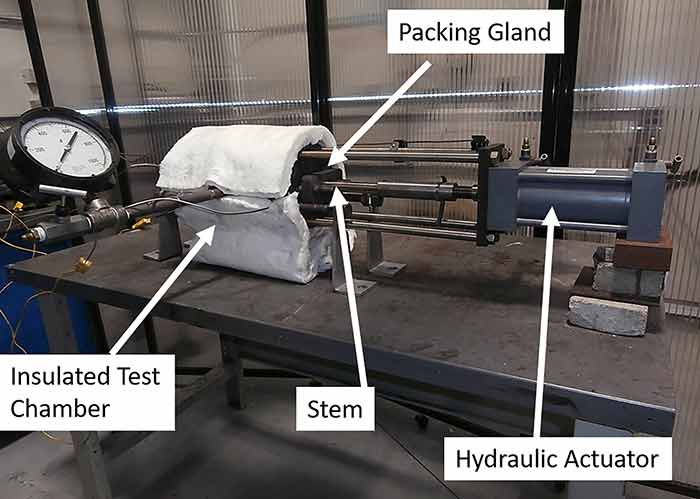 Image 1. Testing fixture. (Image courtesy of Yarmouth Research)
Image 1. Testing fixture. (Image courtesy of Yarmouth Research) Image 2. Thermo toxic vapor analyzer.
Image 2. Thermo toxic vapor analyzer.API 624
This is a test for the valve itself, including the stem packing. The intention of this test is to measure the low E capability of a valve over an accelerated lifecycle. API 624 is a valve-type test meant to evaluate the total performance of the valve itself and not the packing alone. The packing used in an API 624 tested valve should be previously tested to measure up to API 622 requirements. All the variables within a given valve design are being tested in API 624, while the packing has been proven to be, at least theoretically, suitable for use in a low E valve.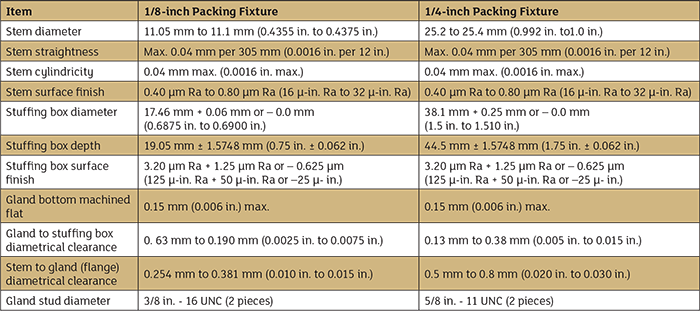 Table 1. Stuffing box dimensions and tolerances (Image courtesy of EGC Enterprises)
Table 1. Stuffing box dimensions and tolerances (Image courtesy of EGC Enterprises) 