

Lubrication contamination is a notoriously common cause of gearbox failure and costly downtime. When kept clean and dry, lubricants can offer years of wear protection in assets. However, many plant teams struggle to achieve months or even weeks of service life between oil changes due to contamination ingress. This is where bearing isolators can help. But how do users protect the bearing housing within the gearbox? This is a crucial question that plant teams must answer as they embark on reliability journeys.
What Happens When Oil Is Contaminated?
Machine operating conditions are a major cause of bearing failure. This is why oil seals like bearing isolators are used to separate the bearing from its external environment. The function of bearing isolators is to keep lubricants in and contamination out, as well as prevent the lubrication from leaking into areas where it should not.
So, if the lubricants enter the machine clean and fit for use—and the operating environment is in the same condition—then how does the oil become contaminated? The answer lies in either the bearing isolators, breathers, filters or some combination of these components.
But these components have a finite lifetime. Fortunately, filter life can be measured, and many breathers have color-changing desiccant to indicate when they need to be replaced.
Oil leakage can be seen and measured, but discovering contamination can be challenging. Oil testing for contamination is available and is the only way to know that an oil seal is operating effectively.
Oil seal performance can be measured via oil analysis, which reveals how well the seal operates and helps determine functional failure rates. Understanding these failure rates helps reliability teams determine the best time to change the oil. If the bearing isolators allow many contaminants in and lubricant changes are occurring more frequently, a new oil seal may need to be considered, particularly if simple lip seals are the asset’s only defense against contamination ingress.
Best Lubrication Practices for Reliability
If a plant team is striving to achieve reliable overall system operations, then it should also plan for a plantwide lubrication system. Consider these steps when pursuing reliable lubrication, particularly in the bearing housing of a gearbox:
Choose the correct lubricant for the correct machine. By installing equipment that has been selected for reliability and maintenance—which includes the lubricants for each machine—plant teams can keep these assets running at optimal efficiency for a long time. Selecting the best lubricant for an application and its assets is the first step in this effort. Viscosity, additives, operating loads, speed and temperature should also be considered.
Ensure the chosen lubricant gets to the right machine. It is the responsibility of the reliability and maintenance team to color code and label each lubricant by type to ensure a lubricant ends up in the correct application and location. Team members should also take care when labeling the matching points on each asset in which the lubricant is added. This practice helps avoid mixing lubricants in storage and transfer containers.
Prioritize accurate storage and handling. Lubricants must be tested upon receipt to ensure they meet the defined specifications before they are added to the storage systems. Simple American Society for Testing and Materials (ASTM) tests measure the properties and the cleanliness of the fluid, as it will likely need to be filtered and polished to meet the quality specifications for the equipment. The transfer containers must be clean and sealed to prevent any contamination when the lubricant is transferred to the asset.
Use the correct amount of lubricant. Not using enough lubricant is an obvious problem, but too much oil or grease can be just as destructive to systems. Extra lubricant volumes may hinder oil slinger rings and splash lube systems. Excess volume also increases bearing operating temperatures and can blow out oil seals. Therefore, deciphering the correct amount of lubricant is crucial.
Add and change lubricants when necessary. Selecting the right time to replace lubricants is subjective, but accurate timing provides a huge opportunity to improve overall system reliability. Lubricant changes also involve some of the highest occurrences of variability from plant to plant.
Types of Sealing Solutions
Selecting the ideal seal for the process application and lubrication is important to improve uptime and reliability. There are two primary categories of sealing solutions available today to consider:
Contacting seals (aka mechanical seals) that are commonly used in rotating equipment are also considered a process seal, as they seal the pumped fluid and prevent it from leaking out of the pump’s stuffing box or seal chamber to the environment or toward the drive end of the system.
- Noncontacting seals, which are used for dynamic operations and consistent performance, are also considered an oil seal or a bearing isolator, as they seal the lubrication for the bearing house and drive.
- Mechanical seals add complexity and alteration to the configuration of the overall equipment system, which can often result in gearbox failures. With noncontacting seals, however, plant teams can use the system’s energy to keep the impurities out of the equipment and reduce downtime.
Noncontact bearing isolators, on the other hand, typically have a longer performance life because they do not make contact with the equipment. Without an oil seal, any process fluid that may escape the stuffing box or outside contaminants from the atmosphere will contaminate the lubrication. This increases the need for lubricant replacement and will likely accelerate bearing failure.
How to Optimize Bearing Isolator Performance
If dirty oil did not enter the machine, then the most likely culprit for gearbox failure is a failed oil seal. A well-designed and properly specified bearing isolator solves this contamination problem even in the harshest industrial environments and toughest applications.
However, all bearing isolators are not created equal. Tweaking the isolator’s design and selecting the right technology designed for the equipment can improve overall performance. Many traditional bearing isolators are good at preventing contamination, but even so, contamination ingress can occur during shutdown because of energy balance (or imbalance).
A typical bearing housing interacts with the environment by pursuing equilibrium with its surroundings. During operation, the housing vents to the atmosphere because it is at a higher temperature and pressure than the atmospheric side, but after shutdown, the housing’s internal temperature cools. Since cool air is denser than warm air, the bearing housing consumes the air inside and begins to create a vacuum. As a result, air enters from outside until reaching equilibrium. Moisture and dust can travel in with this air, contaminating the lubricant if an effective oil seal is not installed.
Fortunately, some bearing isolators have a tweaked design that keeps contaminants within the isolator and breaks down their energy to prevent this contamination ingress during static conditions. Part of this technology’s design includes a shelter for a lip seal to provide a positive seal without contacting equipment and causing wear.
The moisture and dust enter the isolator, and the energy is broken down as they are forced through an axial throttling gap and a longer radial gap. The contaminants are captured within the internal condensate trap and drained out through a small static weep hole at bottom of the bearing isolator. In other words,
they never reach the lubricant—even during shutdown.
Equipment-Specific Sealing Technology
A bearing isolator with a specialized design is ideal for protecting lubricants from contamination ingress. Most rotating drives will function well with a standard bearing isolator. However, if the application is critical or specialized, a design specific to the equipment may be needed.
This is especially helpful for bearing housings within a gearbox. Many gearboxes operate beneath the equipment that they drive, so if any leakage occurs, the lubricant within the gearbox is at a greater risk of contamination from whatever drops on it than the gearbox itself. For this reason, a robust, specialized bearing isolator is recommended.
In addition to this risk of easy contamination, gearboxes have several different lubrication methods, including flooded or bath, splash and forced or spray mist. Regardless of the technique, the lubricant must remain free of water, dust and other contaminants. Selecting a bearing isolator specifically designed for gearboxes can improve the cleanliness of the overall lubrication system, increase reliability and decrease downtime.
Case Study: Paper Products Manufacturer
A reliability engineer for a paper manufacturer on the East Coast experienced problems with leaking gearboxes. This facility punches out roughly 2 million paper plates per day. Downtime costs money and shuts down this massive production process.
.jpg)
After replacing the clear, low-cost lubricant the reliability team had been using, the new, high-quality synthetic lubricant was still not clear. The existing rubber, spring-loaded lip seals allowed the colored lubricant to escape the gearboxes. This caused serious housekeeping and safety issues, not to mention the costly lubricant loss. It also leaked onto the felt roll holding the paper for the plates, discoloring the paper if the roll was not changed. The reliability engineer and team desperately needed a solution.
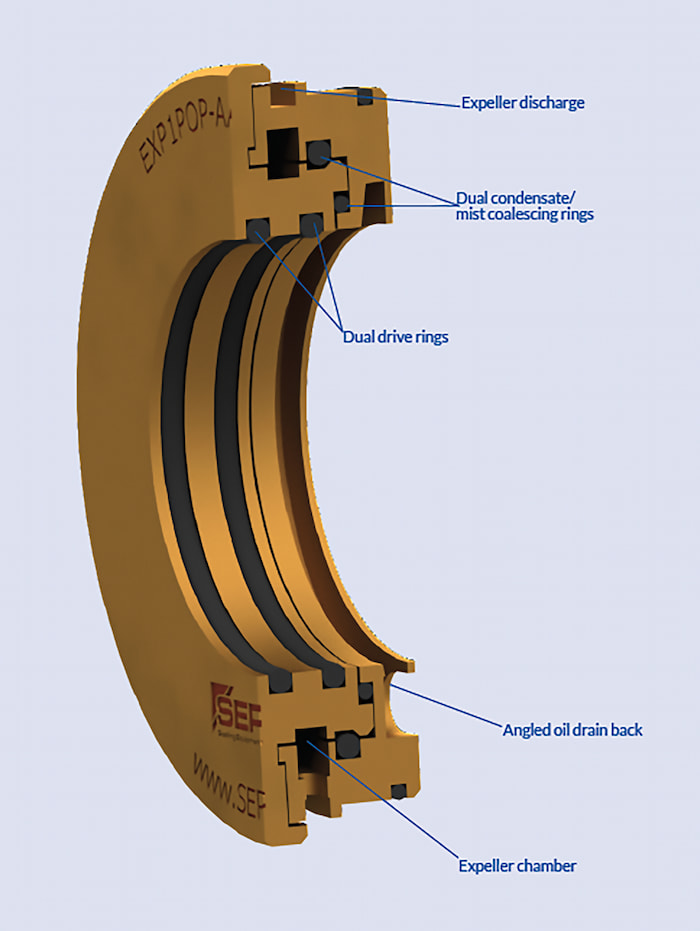
After conducting thorough research, the facility’s reliability engineer chose a noncontact bearing isolator specifically designed for the paper plate punching system’s gearboxes. With noncontact, compound labyrinth bearing isolators, oil changes caused by contamination ingress may be minimized and, in some cases, eliminated. With its expeller technology, this design forces contaminants out of the seal with centrifugal force. They are moved away from the bearing and lubricant and out of the gearbox. The chosen bearing isolator seals during dynamic and static situations. Under dynamic conditions, the housing vents to the atmosphere because it is at a higher temperature and pressure than the atmospheric side. Sealing against contaminants, however, is not as difficult. One of the most challenging sealing situations is when a gearbox is static or shut down. In this state, contaminants may enter the bearing housing. A typical housing interacts with the surrounding environment by always attempting to achieve equilibrium.
When the machine shuts down, the internal housing cools. Because cool air is denser than warm, the bearing housing will consume the air that is inside and draw air from the atmospheric side as it moves to equilibrium. With the external air, moisture and dust travel into the housing.
As the contacting O-rings of traditional isolators wear, even more contaminants may enter the housing and, therefore, the lubricant. Contaminants will continue to migrate into the bearing housing during shutdown unless the seal is replaced or a different design is chosen.
With the seal selected by the reliability engineer, the bearing housing still takes in air under static conditions. In contrast to traditional isolators, as airborne contaminants and vapor enter, the noncontact bearing isolators chosen by the paper plate manufacturer break down the contaminants’ energy. This is because they are forced through a series of vertical, throttling gaps. There, contamination is captured within the internal condensate trap. It drains out
of the gearbox through a small static weep hole.
Each gearbox at the plant requires two bearing isolators, and the pilot installation eliminated the gearbox leakage on the first of the facility’s 68 gearboxes. Because of this success, the team has replaced the lip seals on about 20 gearboxes and planned to replace the remaining 48 by the end of 2020 since initial installation.
These replacement bearing isolators have been a tried-and-true success. They not only solved the housekeeping and leakage issues, but they also prevented the work hours and downtime associated with replacing the felt roll.
