
Stem packing is a familiar product. The most common type is braided compression packing. Braided packing is used in a wide range of applications. Depending on the service, construction materials can be as diverse as plants or animal derivatives, mineral fibers or synthetic plastics and even metal. The process of cutting rings from rope packing, inserting them into a stuffing box and torquing them to the right density is common, but it is not always the best choice. Another widely used manufacturing method is die-molding. It is the process of wrapping a material around a mandrel, placing it in a die and preforming it to make a seal. Using these and other manufacturing technologies, packing is found to work in applications as different as aerospace, heavy trucking and power generation. A review of some unusual applications demonstrates the versatility of compression packing as a sealing solution.
The Origin of Packing
Compression packing is an ancient technology dating back more than 5,000 years. Boats and ships used a rudder as a steering mechanism. The rudder shaft penetrates the hull of the vessel below the water line, so water can leak into the bilge. Ancient sailors, using the top technology of the day, would take pieces of clothing, sail cloth and rope, cover it with animal fat or wax and stuff it into the gap around the shaft. Eventually, a box was secured around the shaft and a gland, which could be tightened to compress the packing material, was created to improve sealing and longevity. The terms compression packing, stuffing box and gland come from these early sailors.Compression Packing
Over time, many improvements in packing construction and materials were made. Packing today can be made of flax, Kevlar, polytetrafluoroethylene (PTFE), graphite or metal. It typically has a square cross-section and is sold in precut rings or in large coils, as shown in Image 1. Image 1. Braided compression packing (Images courtesy of the author)
Image 1. Braided compression packing (Images courtesy of the author) Image 2. Die-formed ring
Image 2. Die-formed ringDie-Formed Packing
Die-formed compression packings are excellent in terms of sealing performance and reliability and offer a wide range of long-term, low-emission and low maintenance products. See Image 2. Not only are die formed rings easier and quicker to install, but the pre-compression increases the density of each ring and reduces the gland loads necessary to seat and compress multiple rings in the stuffing box. The result is lower friction on the shaft or the spindle, with improved sealing performance and a longer life.Factor in STAMPS
As mentioned in an article previously published by the Fluid Sealing Association, (Sealing Sense, Pumps & Systems, March 2005), there are several key factors to consider when choosing the right packing. They include:- size or stuffing box bore
- temperature inside the stuffing box application: whether it’s a pump, valve, mixer, refiner, process, characteristics such as pH level and chemical compatibility
- motion: rotary, helical or reciprocal
- pressure inside the stuffing box
- surface speed expressed in feet per minute or meters per second
 Image 3. Die formed wire mesh reinforced
Image 3. Die formed wire mesh reinforced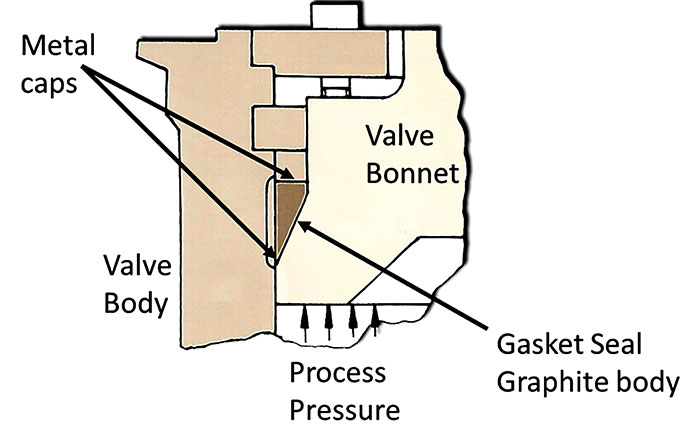 Image 4. Metal caps for pressure seals
Image 4. Metal caps for pressure seals Image 5. Integrated stem wiping system
Image 5. Integrated stem wiping system Image 6. Die cut and coined graphite ring
Image 6. Die cut and coined graphite ring