
Mean streamline techniques and computational fluid dynamics identify the culprit causing constant repairs and failure of cooling water pumps.
Hydro Global Engineering Services & Hydro Australia
12/07/2018
A power station’s cooling water pumps were constantly being repaired, costing the plant millions of dollars in costs and service time due to the severe operational disruption and logistics required to remove and transport such large equipment. Previous attempts made by the station to improve the reliability of the impellers through upgraded material selections had little impact on reliability. It was clear that something had to change as the station’s pump reliability was now a major financial focus. The many vane cracks, cavitation and broken vane sections that were weld-repaired during inspections throughout the pumps’ life cycles prompted the station to investigate a more permanent solution to the issue.
 Image 1. With inlet backflow recirculation present, the impellers were experiencing horrific vane breakage and cavitation. (Images courtesy of Hydro Inc.)
Image 1. With inlet backflow recirculation present, the impellers were experiencing horrific vane breakage and cavitation. (Images courtesy of Hydro Inc.)Investigation & Outcome
During the last repair, the reliability engineer inspected the impellers and found the cavitation was similar to those reported during prior repairs. An engineering repair company that specializes in fluid dynamics was asked to investigate the root cause of the continuing pump issues. The team conducted an investigation on the system layout and operation parameters. The results of the forensic analysis showed that the impeller blades were suffering cavitation to the low-pressure side of the vanes. Additionally, the cavitation and cracked vanes toward the eye also indicated that the sizing of the inlet and its associated blade angles may be active factors in the repeated failures.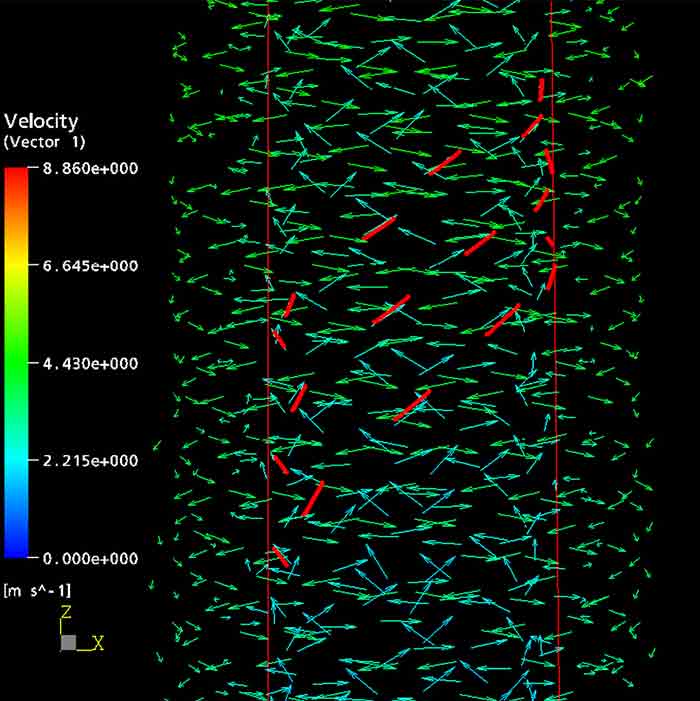 Image 2. Normal background.
Image 2. Normal background.Analysis & Action
When a pump operates within the flow region where inlet backflow recirculation is present, there is a specific damage pattern on the impeller blade attributed to this very particular type of cavitation. This type of damage was identified as the root cause of the impeller issue by a combination of mean streamline techniques and computation fluid dynamics (CFD). Analysis of the original design specifications indicated that it was designed to have a low net positive suction head required (NPSHr) at a high run-out flow well past the best efficiency point (BEP). To achieve this, the impeller inlet geometry was designed to have zero incidence at this high- flow condition. While this satisfied the initial specification demand of NPSHr at high flow, it also had the consequence of bringing the inlet backflow inception far too close to the BEP.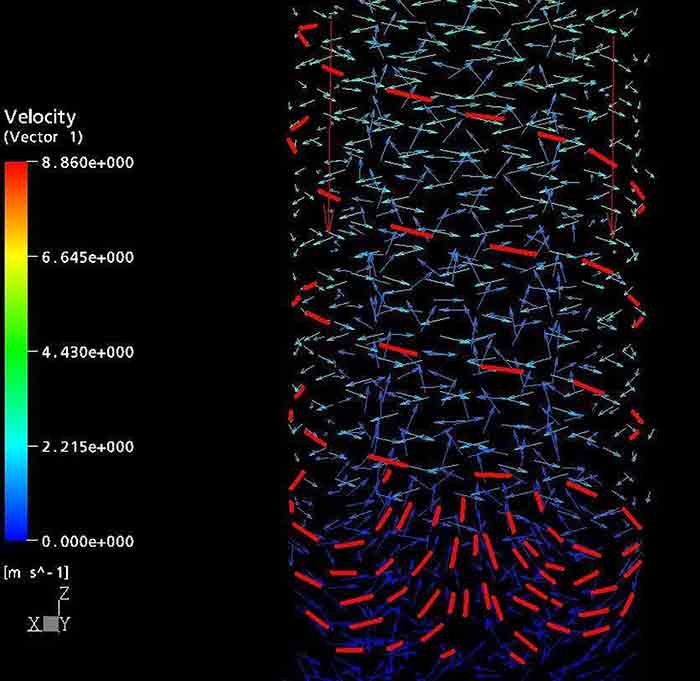 Image 3. Abnormal background.
Image 3. Abnormal background.Impact & Results
An engineering design review of the main cooling water pump impellers was conducted, focusing on hydraulic elements. The key to successfully redesigning the impeller was to focus on balancing the requirements of the pump discharge duty with the need for the desired NPSHr run-out performance. The ideal design would have the pump at duty flow with an appropriate inlet design that eliminated the inlet backflow recirculation. Using both mean streamline techniques backed up with CFD modeling, the team analyzed the flow through the pump and impeller, simulating existing conditions. Using these as the start point for blade modifications, the engineers modified the critical elements of the inlet design to eliminate the inlet backflow recirculation from the operating regime of the pump without compromising on the desired machine process requirements. The newly designed impeller was created to have marginally higher NPSHr but still with a healthy net positive suction head available (NPSHa) margin. This eliminated the backflow problem while maintaining a run-out flow for infrequent operation where there was still an acceptable NPSHa margin. The blade hub was changed as the original incidence angle was inappropriate for the operating conditions and also extended to a diameter too close to the shaft. Inlet eye and tip incidence were also adjusted to be more appropriate to the pump’s operating regime. Image 4. The pump after upgrades and repair now has an impeller that operates at run-out flow condition safely and as per design.
Image 4. The pump after upgrades and repair now has an impeller that operates at run-out flow condition safely and as per design.