

Today, many refineries have been upgraded or constructed with advanced processing units able to refine so-called heavy feedstock and heavy oil residue fluid to get the most profitable products out of it. Heavy residue can be defined as the remaining hydrocarbon oil after distillates have been removed. It is typically measured at high temperatures—above 400 C or 750 F—to break the long-chain molecules. It often contains asphaltene and fines (particles) that are abrasive. Plus, heavy residue is prone to clog, which is a problem for operators.
Processing units that use furnace feed lines include crude and vacuum distillation, coker and other cracking processes. These are safety-critical flow measurements. If an operator experiences line blockage due to heavy residue clogging, there must be an alarm. If there is no alarm, the furnace feed rate could decrease too much compared to the furnace capacity to such an extent that it triggers a blast risk.
The flow measurements on these lines are often redundant and broken down between control (with one flow transmitter connected to the plant digital control system [DCS] for control purposes) and safety with up to three flow transmitters connected to the emergency shutdown (ESD). The safety logic is often one out of two, or two out of three, out of order to trip the unit depending on the user- or licensor-recommended setup. Some operators require compliance with International Electrotechnical Commission (IEC) 61508, also known as the safety integrity level (SIL) standard. Irrespective, all operators require the same safety voting logic.
There are several technical options for flow measurement on these applications. One of them uses ultrasonic transit time technology, which has gained traction over the last couple of decades.
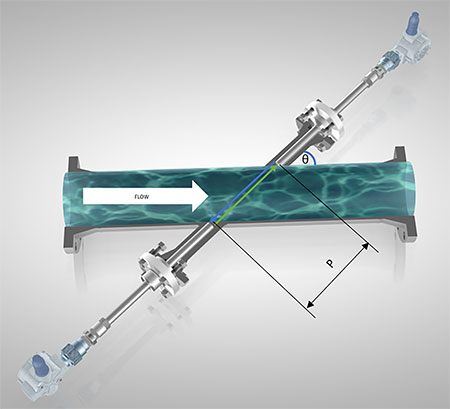
Image 1 illustrates the transit time ultrasonic flow measurement principle. It calculates the acoustic signal time of flight difference. This time is shorter when going with the flow (green arrow, time down). The flight difference time is longer in the opposite direction as it is decelerated when going against the flow (blue arrow, time up). This time difference is proportional to the velocity of the measured fluid, whether it is a liquid or a gas.
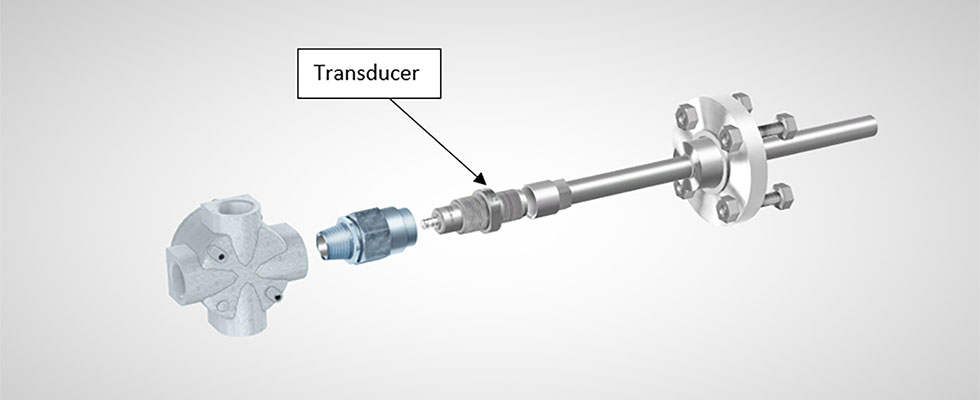
The primary measurement is about time, which will determine the velocity of the fluid based on the distance between the transducers and the angle needed to generate this time shift. Once the velocity is known, it is then multiplied by the cross-sectional area of the pipe to get to the volumetric flow as per Image 2.
Why is this technology so popular in critical measurement environments? There are many factors:
- It is not prone to clogging the feed lines as there is no flow restriction nor obstruction thanks to its full-bore design.
- It is not prone to drift as the primary measurement is time.
- There is full and actual redundancy of the measurement since each transmitter is connected to an independent pair (or pairs) of sensors to the ESD, meaning the redundancy is on the flow transmitter and the flow sensor(s). This is unlike alternative technologies as when the primary element is drifting or out of order: all the flow transmitters linked to it become irrelevant.
- SIL certification is typically SIL2, but up to SIL3 with hardware failure test above zero, which depends on the ESD setup (like for one out of two or two out of three examples). Their safe failure fraction is > 97% and their diagnostic coverage > 94.5% for a single channel flow meter.
- There are low operational expenditures and even more so when there are purging lines that are no longer required.
- It is easy to maintain with safe sensor (transducer) online retraction capability without needing to shut down the line.
The technology has helped users improve their process units’ safety, reliability and increased availability. And more users are opting for this technology based on the positive outcomes it has delivered to users who drastically reduced their operational expenditure.
The flip side is that this solution represents a slightly higher initial investment than traditional technologies even if the payback can be achieved in less than 12 months in some instances. Also, during the turnaround, it is strongly recommended to clean up the meter line and the meter buffers so they can be restarted for another production cycle.
Based on successful experiences in delivering positive user outcomes on these heavy residue applications, this design has been expanded for other challenging applications. Some still relate to refineries with molten sulfur measurement that require permanent steam heating to keep the temperature constant and get the sulfur to freely flow with no obstruction nor restriction, or for viscous fluid such as asphaltene on solvent de-asphalting units.
At the opposite end of the temperature spectrum, one case study example is a large install base using this solution on liquefied natural gas (LNG) handled at cryogenic conditions (-160 C/-256 F) and close to its vapor pressure point thanks to the absence of pressure drop. That being said, this setup can be used on relatively easy-to-measure applications like cooling water lines. In the example, these lines were safety-critical and the users were aiming to protect critical assets like compressors from unexpectedly tripping. The setup required had a fully redundant system with a safety logic of two out of three to stop the compressor.
Whether customers use them or not, ultrasonic flow meters have many useful diagnostics to assess performance. For example, velocity of sound, signal to noise ratio, signal quality, gain, etc. Some of the diagnostics have upper and lower thresholds that when going outside the preset limits can trigger alarms to let the user know that something is not going as expected, enabling early intervention.
