

In industrial process equipment such as pumps, valves and compressors, effective gas sealing is essential to contain fluids, maintain pressure and ensure reliable operation. Seal failures can result in product loss, safety risks, reduced efficiency, environmental release and accelerated equipment wear. As industrial systems grow more complex and must operate under more demanding service conditions and tighter emission limits driven by the zero-carbon goal, sealing is no longer a passive component. It now plays a central role in achieving operational, environmental and regulatory goals.
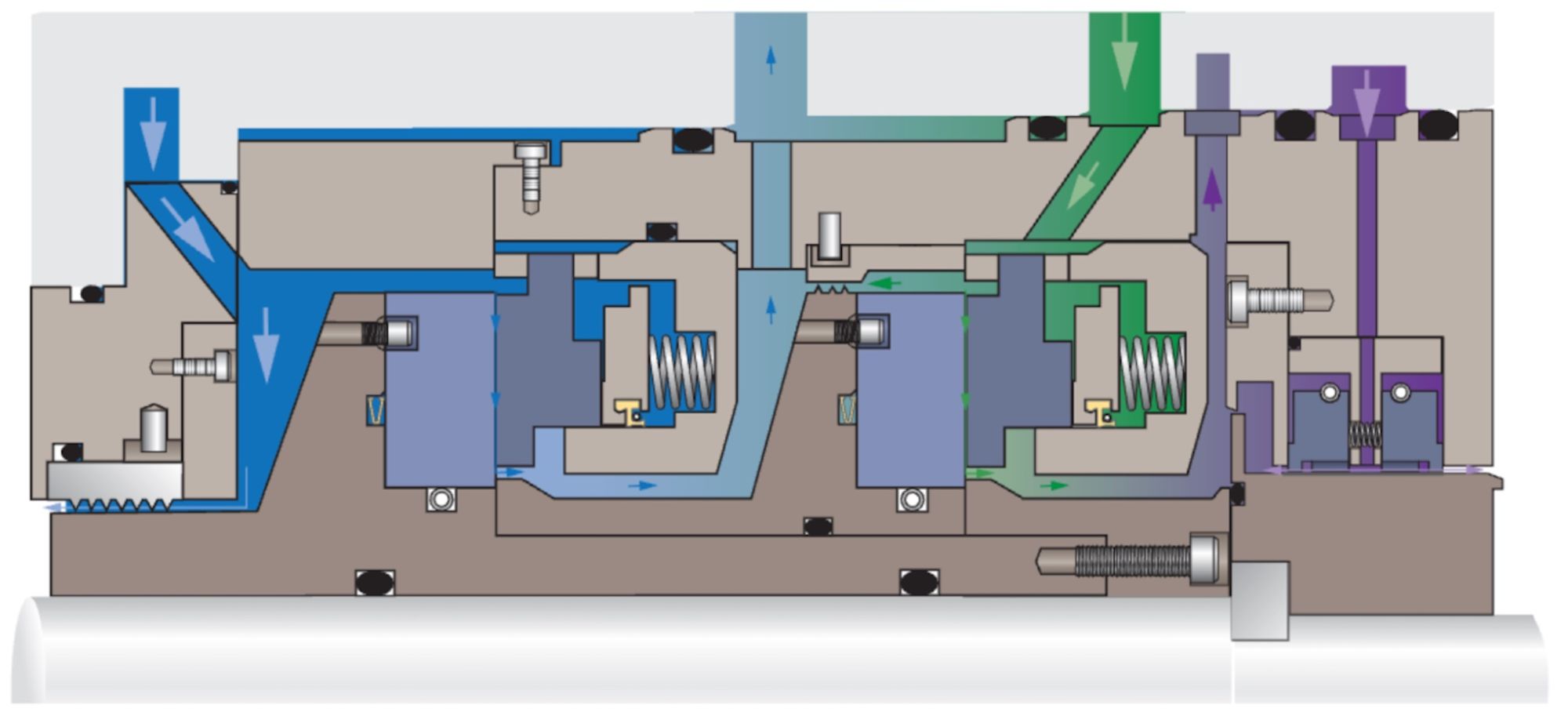
Across industries, several advanced sealing strategies have become foundational. Dry gas seals (DGS) are widely adopted for gas applications due to their noncontacting design, which forms a stabilizing gas film between grooved faces. This configuration minimizes emissions and eliminates the need for liquid lubrication. In more demanding services, tandem and double seal configurations provide redundancy and enable safe containment in the event of primary seal failure. The DGS system is often supported by gas panels that condition and supply clean, dry sealing gas while controlling flow and pressure. Conditioning the sealing gas is critical to remove solid particles and moisture, as contamination from solids or liquids is a leading cause of dry gas seal degradation and premature failure.
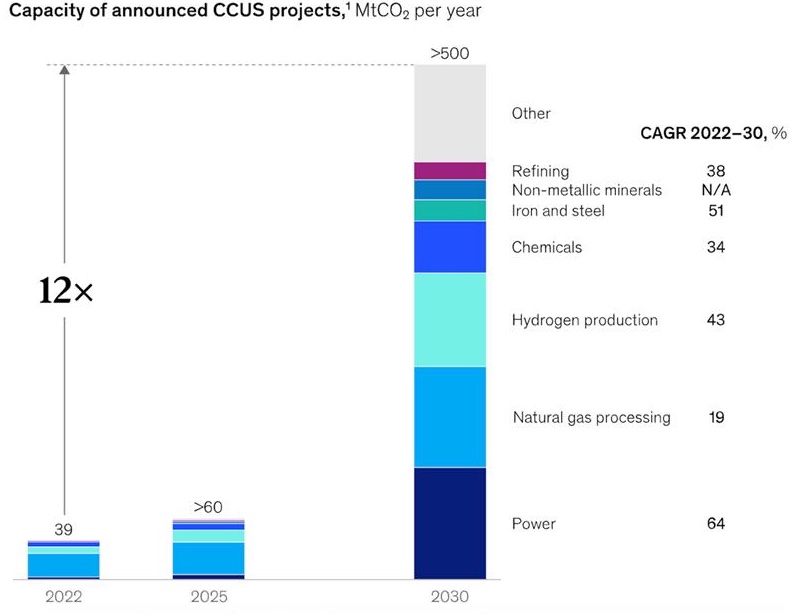
As the global energy landscape shifts toward cleaner and more sustainable sources such as hydrogen, liquefied natural gas (LNG), ammonia and carbon dioxide (CO2), gas sealing becomes increasingly critical due to the distinct technical challenges each gas presents. This article explores these specific sealing challenges, current solutions and future developments essential to ensuring reliable and safe operations in emerging clean energy systems.
Hydrogen
Hydrogen’s small molecular size, high diffusivity and low viscosity make it particularly prone to leakage through sealing systems. One key mechanism is permeation, where hydrogen passes directly through seal materials at the molecular level. Specialized elastomers with low gas permeability, such as selected grades of fluoroelastomer (FKM), perfluoroelastomer (FFKM) and hydrogenated nitrile butadiene rubber (HNBR), are commonly used to limit this effect. In some cases, barrier coatings like nickel or gold plating are applied to metallic surfaces to further reduce diffusion. However, no material fully prevents hydrogen permeation, especially under high-pressure or high-temperature operating conditions.
Leakage can also occur at the interface between sealing surfaces due to insufficient contact pressure or microscopic imperfections. To address this, seal designs with higher contact pressures, larger cross-sectional areas and precision-machined sealing faces are used. Despite these efforts, dynamic operation and thermal cycling make it difficult to maintain consistent sealing performance over time.
In high-pressure hydrogen systems, rapid gas decompression (RGD) is a critical failure mode. When hydrogen is absorbed into elastomeric materials and the system experiences a sudden pressure drop, the gas expands rapidly within the seal, potentially causing blistering, cracking or rupture. To mitigate this risk, RGD-resistant elastomers are used in combination with mechanical design features such as backup rings and optimized seal cavities that limit extrusion and support the elastomer during decompression events.
Another major concern is hydrogen embrittlement, which occurs when hydrogen diffuses into metal components and weakens their structure, increasing the risk of brittle fracture. This can affect springs, shafts and seal hardware exposed to hydrogen-rich environments. To reduce susceptibility, austenitic stainless steels and nickel-based alloys are often selected for their resistance to embrittlement. Additional surface treatments such as electroless nickel plating may be used to create diffusion barriers.
Liquefied Natural Gas
LNG processing introduces demanding sealing challenges due to its extremely low operating temperature, typically around -260 F (-162 C), combined with dynamic pressure and flow conditions. At cryogenic temperatures, conventional elastomers and plastics often become brittle, and metal components contract, increasing the likelihood of leakage or mechanical failure. To address this, seals are constructed from materials rated for cryogenic service, including polytetrafluoroethylene (PTFE), polychlorotrifluoroethylene (PCTFE) and austenitic stainless steels.
Differential thermal contraction between dissimilar materials adds another complexity. Components such as shafts, housings and seal rings may contract at different rates when cooled, creating micro-clearances or mechanical misalignment. These effects can deteriorate sealing performance if not properly addressed. Seal assemblies are therefore engineered with specific geometries and material pairings that compensate for thermal mismatch and preserve sealing contact during cryogenic cycling.
In addition, LNG systems must manage minor vapor leakage that occurs during transients. Designs often incorporate labyrinth seals and vapor containment chambers to capture fugitive emissions. Due to methane’s flammability and its role as a greenhouse gas, dual mechanical seals in tandem or back-to-back configurations, supported by pressurized barrier fluids, are frequently employed. This arrangement ensures that even if the primary seal fails, the secondary seal prevents gas from escaping.
Ammonia
Ammonia (NH3), increasingly used as a hydrogen carrier and carbon-free fuel, poses serious sealing challenges due to its toxicity and corrosiveness. Even trace leaks can cause respiratory irritation or environmental harm, requiring sealing systems to be designed for near-zero leakage. To achieve this, equipment handling anhydrous ammonia often employs dual mechanical seals, supported by pressurized barrier fluids. In applications with especially high safety or environmental risk, sealless pumps are used to eliminate dynamic shaft seals entirely.
Material compatibility is a critical concern. Ammonia can cause stress-corrosion cracking in carbon steel, brass and other copper-containing alloys, particularly in the presence of moisture. Seal components are therefore constructed from more resistant materials like stainless steels or nickel-based alloys. Ceramic seal faces, such as silicon carbide, are commonly used for their wear and chemical resistance. Elastomeric elements, including O-rings and gaskets, must also be ammonia-compatible. Ethylene propylene diene monomer (EPDM) is preferred, while FKM elastomers are not compatible and degrade rapidly in NH3. Support equipment, such as seal pots, piping and reservoirs, is built from corrosion-resistant materials and maintained dry to prevent formation of ammonium hydroxide, a highly aggressive byproduct formed in moist conditions.
Ammonia systems operate across a wide temperature range from refrigerated storage to elevated process conditions. These extremes can cause elastomers to stiffen or degrade, reducing seal performance. To address this, seal designs incorporate materials rated for thermal flexibility and chemical stability, such as spring-energized PTFE or temperature-resistant elastomers. Controlled circulation of buffer or flush fluids helps stabilize the sealing environment.
Carbon Dioxide
Sealing CO2 in advanced systems such as carbon capture, utilization and storage (CCUS) or supercritical CO2 power cycles presents unique challenges. Above 88 F (31 C) and 7.4 megapascals (MPa), CO2 enters a supercritical state that exhibits both gas-like and liquid-like properties. Minor fluctuations in temperature or pressure can cause phase transitions, leading to condensation or dry ice formation, which can disrupt sealing interfaces and damage seal components. To mitigate these issues, seal designs aim to maintain CO2 in a stable phase at the seal face, utilizing gas conditioning and heating systems.
High-pressure operation introduces additional challenges in CO2 sealing applications. Supercritical CO2 Brayton cycles often operate between 100 and 300 bar, requiring seals that can maintain mechanical stability under high pressure. To meet these demands, sealing systems are designed with pressure-balanced face geometries, anti-extrusion backup rings and optimized cavity profiles that limit deformation under load. Dry gas seals routinely use precision-textured sealing faces, often produced via laser or etching, to support gas film formation, with specific patterns tuned to the application’s pressure and fluid properties. Optimized surface patterns help promote stable gas film formation under high-pressure CO2. These design enhancements work together to ensure reliable containment in high-pressure CO2 systems.
RGD is also a concern for CO2 applications, as absorbed CO2 in elastomeric seals can expand violently upon sudden depressurization, leading to seal damage. To mitigate this risk, elastomers such as specially formulated grades of FKM, FFKM and HNBR are selected for their demonstrated resistance to RGD effects. Proper material selection, in combination with seal design features like backup rings and controlled cavity clearances, is essential to maintaining sealing reliability during depressurization events.
Material compatibility is equally critical in CO2 sealing. While dry, pure CO2 is inert, real-world process streams often contain impurities such as water, oxygen, hydrogen sulfide and amines. Water and CO2 form carbonic acid, which promotes corrosion in carbon steel, especially under high-pressure, low-temperature or stagnant flow conditions where acid concentration can localize. To prevent degradation, seals and associated hardware are fabricated from corrosion-resistant alloys such as stainless steel, Inconel or coated metals. Silicon carbide is widely used as a seal face material for its chemical resistance. Elastomeric components are carefully selected based on both chemical compatibility and decompression performance. To further mitigate corrosive effects, upstream filtration and dehydration systems are used to minimize impurity levels before the gas reaches sealing interfaces.

Research & Design Outlook & Future of Sealing
With conventional sealing technologies reaching their practical limits in emerging gas applications, research is now focused on next-generation solutions that push the boundaries. Material science remains central to this progress. Researchers are developing advanced materials such as nanostructured coatings, ceramic matrix composites and polymers engineered for ultra-low permeability, enhanced wear resistance and compatibility with hydrogen, CO2 and cryogenic environments. One emerging innovation is self-healing sealing materials, which are designed to autonomously close micro-cracks over time, but their readiness for industrial sealing remains experimental and largely unproven in harsh gas service. These materials hold potential in long-duration or inaccessible installations, including underground CO2 storage wells and hydrogen distribution pipelines.
Computational tools such as finite element analysis (FEA) and computational fluid dynamics (CFD) are already widely used to design seal systems. However, seal design remains a highly multidisciplinary challenge, requiring the integration of fluid dynamics, tribology, heat transfer, solid mechanics and material science. As a result, there is still significant room for advancement, particularly in multi-physics modeling. Evolving simulation frameworks aim to capture the full complexity of real-world sealing environments and support faster, more accurate design iterations.
Digitalization is also transforming sealing system management. Modern seals are increasingly instrumented with sensors to monitor key operating parameters, such as pressure and temperature, in real time. These smart systems feed data into Internet of Things (IoT)-connected platforms for condition-based monitoring and predictive maintenance. By identifying early signs of wear or failure, operators can take proactive action to avoid unplanned downtime, enhance safety and reduce total life cycle costs.
Looking ahead, artificial intelligence and machine learning will increasingly support both seal performance management and design optimization. AI-powered tools will simulate thousands of material combinations, sealing face geometries and operating scenarios to identify optimal solutions for specific use cases, whether in hydrogen turbo-compressors, LNG transfer pumps or CO2 compression trains. As advanced materials and intelligent systems continue to mature, sealing technologies are becoming smarter, more resilient and better aligned with the demands of a low-emission, high-efficiency industrial future.
For more on gas seals, visit pumpsandsystems.com/tags/gas-seals.
For more on sustainability, visit pumpsandsystems.com/tags/sustainability.
