
Digital twin technology and packaged pump systems can be smart solutions.
Flowrox
11/08/2017
With pumps being such a vital element in numerous processes, significant research and planning can be critical to pump performance. Simple items such as the following should be researched prior to installation:
- safety and operational instructions
- recommended piping layout and pump location recommendations
- required auxiliaries or components required for safe pumping and optimal pump life
- recommended auxiliaries
- lifting and rigging recommendations
- electrical requirement of both the pump and variable frequency drive (VFD)
- location of the pump in the process
- proper piping installation upstream and downstream of the pump
- system operational procedures to ensure accidental obstructions don’t dead head the pump
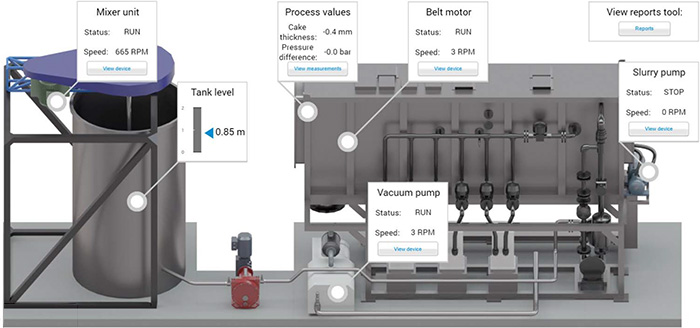 Figure 1. A system monitoring a complete filtration process for optimum performance and valuable feedback on the condition of multiple assets in this small system. This system is in operation at the Lappeenranta University of Technology in Finland. (Courtesy of Flqwrox)
Figure 1. A system monitoring a complete filtration process for optimum performance and valuable feedback on the condition of multiple assets in this small system. This system is in operation at the Lappeenranta University of Technology in Finland. (Courtesy of Flqwrox)