

Today’s pulp and paper industry is fighting for its right to exist. In the face of these critical challenges, what can mill management do to increase production, improve efficiency and improve quality?
One mill management tool that can be used is to run a pulp mill and bleach plant at the highest consistency that the washers or filters can deliver. Currently, most mills are running unnecessarily dilute at as low as 8% consistency, even when the washers can easily provide up to 12% to 18% bone-dry (BD) consistency. This is like running a refrigerator with the door open.
Each mill has its own methods and formulas to determine the costs illustrated in this article. It is recommended that each mill run its own evaluations.
As an example, consider a mill running at 1,000 tons per day. This mill has washers capable of dewatering to 18% BD consistency; however, due to system or equipment problems, the pump is only operating at 8% BD consistency.
The amount of water used at 18% consistency is 835 gallons per minute (gpm), and the amount of water used when pumping at 8% consistency will be 1,875 gpm.
This article will illustrate the savings accrued by reducing dilution—and where these savings come from.
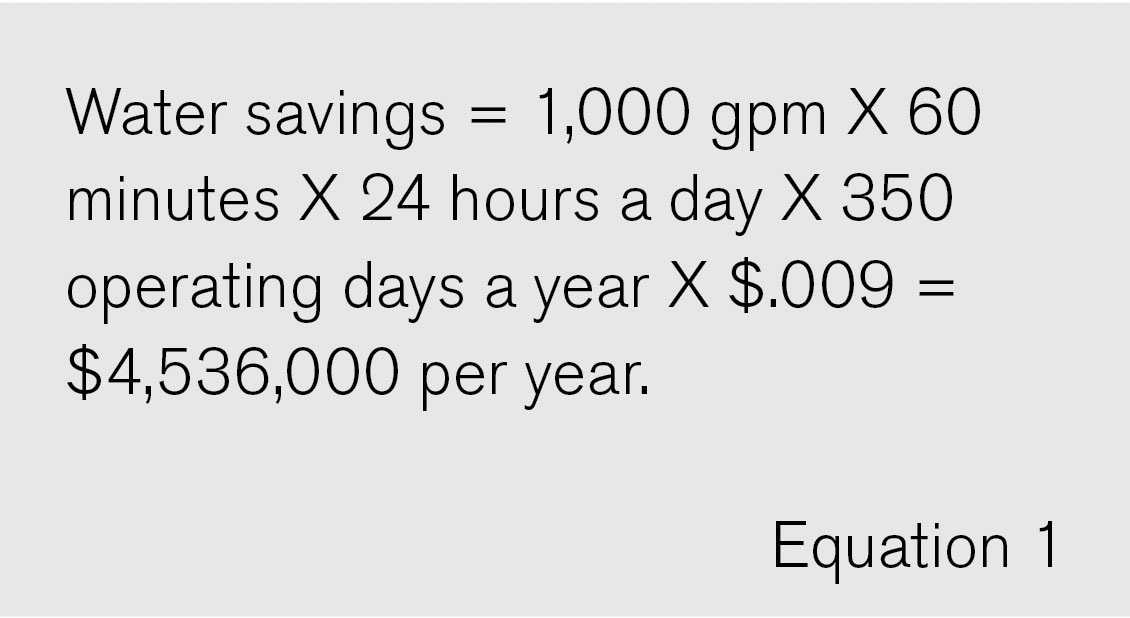
Water & Effluent Savings
Assuming a cost of water at 3 cents per gallon and effluent treatment costs of 6 cents per gallon for a total of 9 cents per gallon at 1,000 gpm (less than the difference between 8% and 18% consistency):
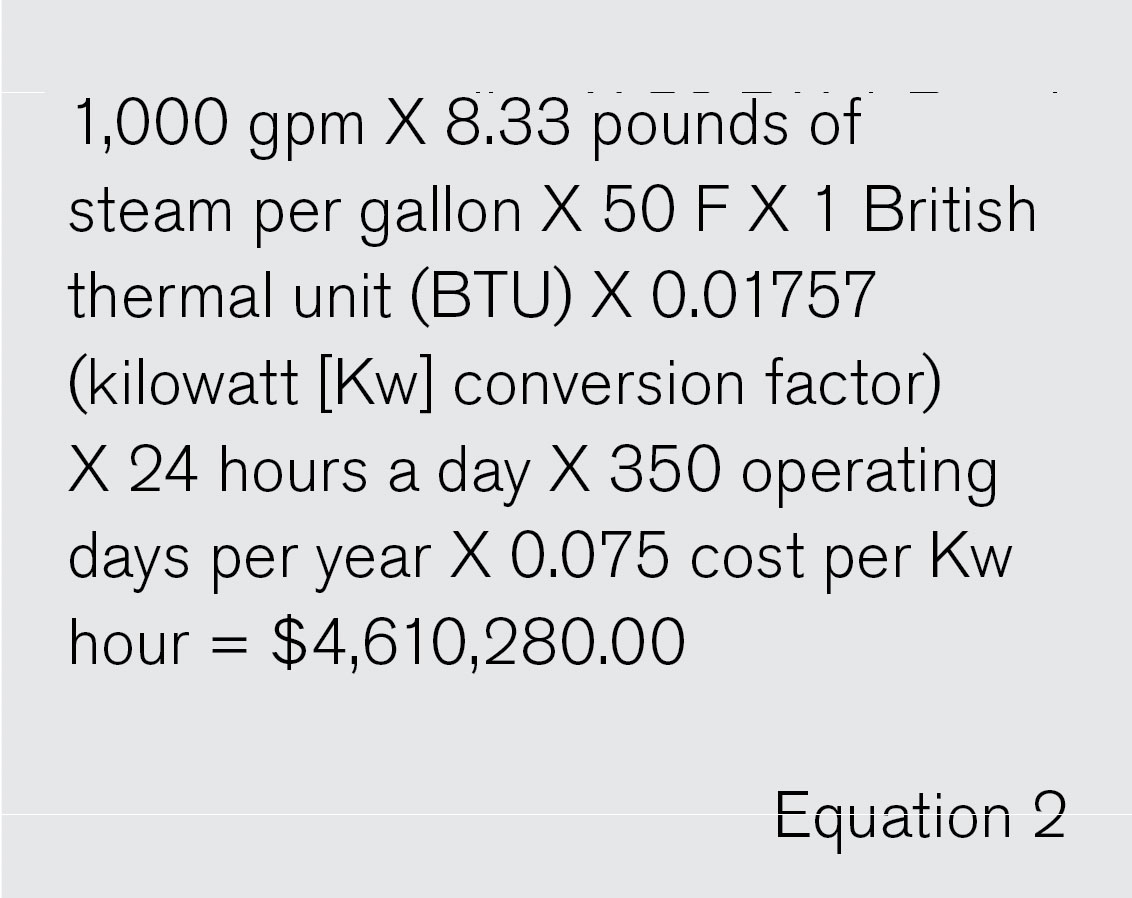
Steam Savings
In every bleach plant at every stage except storage, steam is used to increase stock temperature and improve bleaching or extraction performance. In this case, the assumption is that the stock is being heated from 120 F to 170 F, a differential of 50 F. Remember that each pound of steam uses expensive demineralized water for the boiler, and the condensate is lost forever (these losses should also be evaluated). Per stage savings:
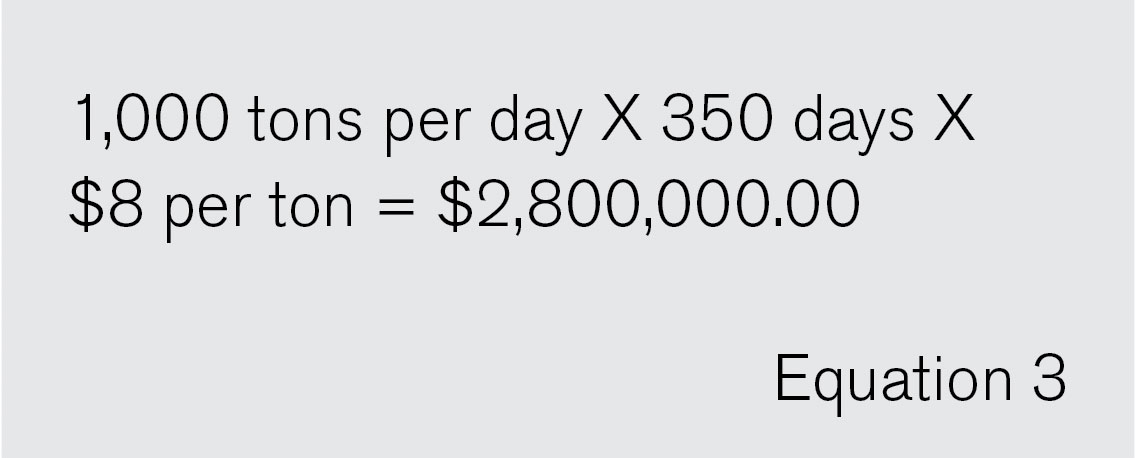
Chemical Savings
Many mills today are running far beyond their initial design parameters. As a result, optimum residence times in the bleaching and extraction towers cannot be maintained. Most mills compensate by increasing stock temperature with steam or by increased chemical dosage.
Higher consistencies improve the bleaching and extraction processes in several ways. For example, operating at 18% consistency instead of 8% increases residence time, which can lead to higher production and/or improved brightness. In addition, there will be an increase in delignification in oxygen and extraction stages. The estimated minimum savings are $8 per ton of chemical savings per bleach plant.
Additional Benefits
- Channeling can be eliminated as a problem in bleaching towers.
- Increased operating flexibility allows for the mill to increase storage, improve quality, increase production and enhance the mill’s ability to meet varying production and quality goals.
- By going from 8% to 18%, storage capacity can be dramatically increased, meaning board or paper machines can be run longer and purchasing another storage tank can possibly be avoided. This means staying online longer for a planned shutdown, a mini-shutdown or an emergency outage.
Common Reasons for Dilution
- Equipment is running outside its initial design parameters.
- Running more dilute makes equipment operation easier.
- The type of pumping equipment used is not properly paired for the system it is currently installed in.
A properly designed system using the right equipment can easily manage 18% consistency without the requirement for any dilution and can run with minimal pulsation.
For more on pulp and paper, visit pumpsandsystems.com/tags/pulp-and-paper.
