
The days of designing a pump from scratch are long gone. After decades of evolving a particular pump product line, a typical original equipment manufacturer (OEM), having initially started with a single pump size (whatever the first order flow and head called for), now adds more sizes with hydraulic performances covering the flow range. For example, Figure 1 shows 23 pump sizes within the typical OEM’s American National Standards Institute (ANSI) product line. Why are there so many? Could we not simply have three sizes—small, medium and large—with small running at 100 gallons per minute (gpm), medium at 1,000 gpm and large at 4,000 gpm, then simply pick a pump size that closely matches the required flow the end user may need and finally throttle the valve, adjusting the pump to whatever flow and head may be required? It is possible, but the balance between energy consumption and initial hardware investment may indicate that such an approach would not be very wise. In fact, having more sizes available within a product line better positions OEMs in the market, giving them the ability to fine-tune their offerings to make their pumps less expensive (smaller) and more efficient (less energy consumed in operation). Even with many pump sizes available within a given product line, there are still limitations for how efficient a final size selection will be. To illustrate this, the 23 sizes shown in Figure 1 (composite curves) show individual performances at maximum and minimum impeller diameters. The approximate best efficiency points (BEP) are marked with a circle. For example, 1.5x3-6 size peaks at 100 gpm (35 feet of head at 1,750 revolutions per minute). But suppose the application needs only 15 feet of head at the same flow; this still falls within the 1.5x3-6 size, but how efficiently?
.jpg) Figure 1. Providing many pump sizes within a product line is a marketing advantage for an original equipment manufacturer. (Graphics courtesy of the author)
Figure 1. Providing many pump sizes within a product line is a marketing advantage for an original equipment manufacturer. (Graphics courtesy of the author)Looking at the Curve
To evaluate this question, we need to look at a more detailed performance characteristic of this particular pump size. The curve (which was selected randomly from a manufacturer but is generic enough that it will give roughly the same result as similar pumps of other manufacturers) shows that a 6.06-inch maximum impeller diameter would need to be trimmed to about 4.75 inches to accomplish that efficiency. Unfortunately, with an impeller cut, efficiency also gets cut: 62 percent decreases to less than 50 percent—a 12 percent efficiency loss.The Costs of Inefficiency
For a small pump, this would hardly be noticed: The three-quarter-horsepower (hp) consumer, running nonstop at $0.10 per kilowatt-hour (kWh), would consume $490 a year, so a 12 percent efficiency loss would only cost $50. But for a larger pump, this efficiency loss can be much more significant. For a 1,000-hp pump, this 12 percent efficiency difference would translate to $78,000 per year.Customized Designs
This is where a customized design approach comes in. This process is much more involved than simply picking a pump from a catalog and applying an impeller trim. A special impeller, a casing volute insert or/and other modifications would be required. Such extra work certainly translates to an added cost, which should be compared to the energy saved as a result of the customization by the specialized hydraulics. This is a question of balancing technical know-how and cost benefits.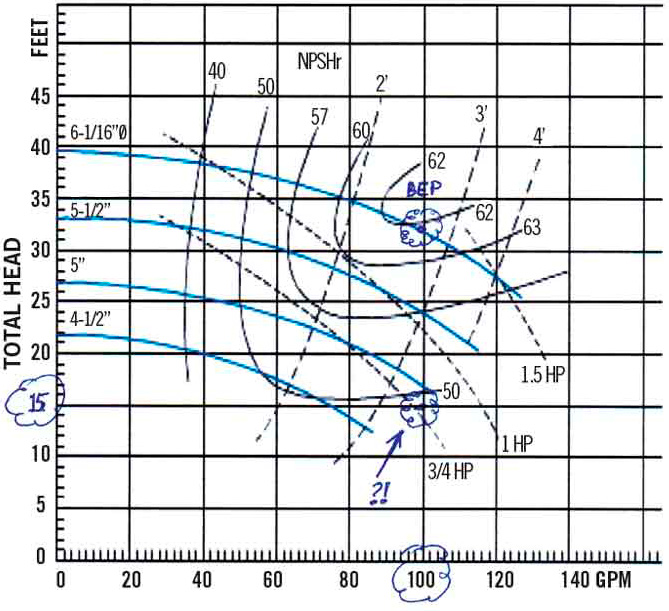 Figure 2. 1.5x3-6 individual performance curve
Figure 2. 1.5x3-6 individual performance curve