
The 77 pumps at the Puralube Zeitz site leverage progressing cavity and centrifugal pumps to recycle used oil into more than 140,000 metric tons of base and mineral oil products.
05/13/2015
Puralube Germany GmbH operates two refineries about 40 kilometers south of Leipzig, Germany, in the Zeitz industrial park. Each year, the two plants consume approximately 150,000 metric tons of used oil and produce about 90,000 metric tons of base oils and another 50,000 metric tons of other mineral oil products.
Initial Requirements
The production pumps must fulfill special requirements that vary depending on the process stage. Typical oil lubricity makes the liquid one of the of easiest for pumps to handle. However, the pumps encounter high demands when moving the used oil into tank trucks. The pumps move the used oil from the tank trucks or tank railcars to a holding tank where samples are taken. The pumps must resist chemically aggressive materials like benzols and naphtha while remaining insensitive to solids. The used oil's chemical composition is particularly aggressive, and solid contaminants can damage equipment over time.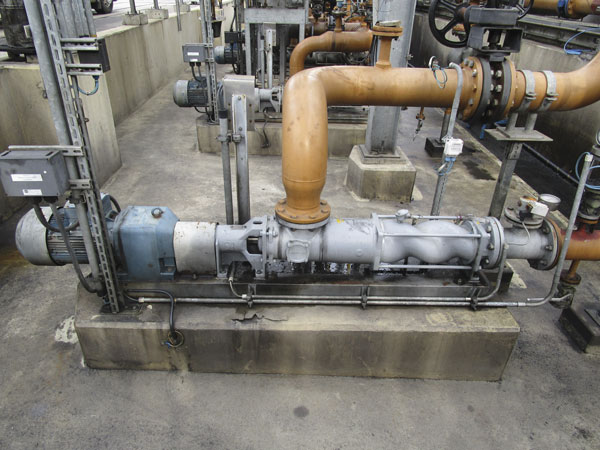 Puralube's progressing cavity pumps transfer used oil while resisting the harmful effects of solids and abrasive chemicals. (Images courtesy of Colfax Fluid Handling)
Puralube's progressing cavity pumps transfer used oil while resisting the harmful effects of solids and abrasive chemicals. (Images courtesy of Colfax Fluid Handling) Centrifugal pumps during the final stage of the recycling process must handle oil temperatures between 200 and 330 C.
Centrifugal pumps during the final stage of the recycling process must handle oil temperatures between 200 and 330 C. 