
Technology purifies the only feasible water source for mill.
Voltea
05/03/2019
High-quality water is vital for many industry applications, from cooling towers at a manufacturing plant to irrigation systems at a large agricultural operation. Most commercial businesses and industrial plants pull water from the local municipality to power appliances and equipment, feed lawns and provide drinking water on-site. However, the municipal water source is not always the most feasible or easily accessible option, forcing business owners and consultants to look for other ways to get the water required.
 Image 1. Membrane capacitive deionization experts evaluating cooling towers at the steel mill (Images courtesy of Voltea)
Image 1. Membrane capacitive deionization experts evaluating cooling towers at the steel mill (Images courtesy of Voltea)Steel Mill Challenge
A steel mill in Lorain, Ohio, had recently installed a new gasification system on-site at the 600-acre facility along the Black River. The gasification system required the use of a cooling tower for operation. This cooling tower, however, was far away from the main water line, and the cost to connect the two was quoted at $1.2 million. Due to this high cost, the mill needed to consider other options. Given the location of the steel mill, the nearby Black River became the only feasible water source for the cooling needs of this new gasification system. However, the Black River presented new problems. Raw river water would require significant treatment before it could be suitable as a feedwater source for the cooling tower.Controlling Scaling & Corrosion
Most cooling towers are designed to remove heat from the manufacturing process through evaporation and will provide cooled water across a broad range of applications. Due to evaporative losses, the water remaining in the cooling tower becomes concentrated with dissolved solids like calcium, bicarbonate, chloride and sulfate that will lead to scaling and corrosion. This buildup can affect overall performance and even shorten the equipment life span. The traditional methods of scale and corrosion control are through dosing chemicals and blowdown—the act of discharging water at a high total dissolved solids (TDS) level. This operation results in high volumes of water and chemicals being discharged to the environment. The quality of the water introduced to the cooling tower system is key to process efficiency and the frequency of preventive maintenance intervals.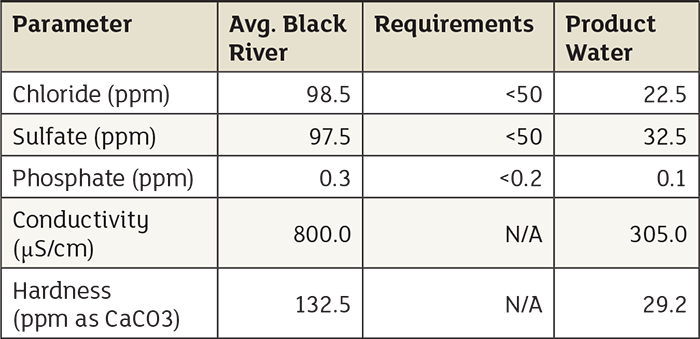 Image 2. Water quality of the feedwater to the cooling tower
Image 2. Water quality of the feedwater to the cooling towerTreating River Water
Seasonal weather fluctuations, the presence of silica, suspended solids and high levels of hardness are a few challenges faced when attempting to treat raw river water. The Black River, which runs through parts of northern Ohio, is one of many Lake Erie tributaries. This area is known for heavy snowfall, icy conditions and substantial winds in the winter and early spring, with summer bringing warmer weather and some rain. These conditions tend to cause higher turbidity in local rivers due to deicing processes and surface runoff. This can be a major challenge for treating river water due to the high fluctuations in TDS and other hardness minerals in the water. For this steel mill, the spring runoff of road salts from the winter season in the local area resulted in the Black River conductivity varying between 400 and 1,400 micro-Siemens per centimeter (μS/cm), corresponding to 23 to 180 parts per million (ppm) chlorides with turbidity spiking up to 800 nephelometric turbidity units (NTU). Consequently, finding a water treatment system that can self-adjust to these naturally occurring fluctuations can be a challenge.Delivering High-Quality Water with Electro-Deionization
There are few options available to treat river water, such as from the Black River, and to purify it to the required standards of the steel mill and its cooling tower needs. Traditional treatment methods such as reverse osmosis (RO) were investigated as options for the treatment of the river water, but they required expensive pretreatment and ongoing high operating expenses due to the heavy level of treatment needed. The chemicals also needed to keep this equipment operational required special permitting from the Ohio Department of Environmental Quality. A newer, disruptive water treatment technology known as membrane capacitive deionization was also examined as a possible treatment option for the river water. This technology was an attractive solution for two reasons:- It had relatively simple pretreatment requirements.
- No special permitting was necessary because the technology does not use chemicals.
