


Pump technology requires the extensive use of castings to form the complex shapes needed to guide process fluids through the machine. The shape of these passages is crucial to the machine's performance.
Pump designers spend extensive time designing and optimizing the shapes of these passages to optimize the machine's efficiency. Unfortunately, casting processes cannot always represent the pump engineer's true design intent, and the manufacturing processes have a direct impact on the machine's reliability and design integrity. Designers take these processes into account when proposing their designs, but sometimes the deficiencies of the casting process become apparent after a major equipment failure.
One example involved determining the root cause behind the first-stage failure of a Worthington 12-WCND-166 six-stage boiler feed pump. The pump exhibited high vibration and performance degradation, and it was taken out of service. The inspection determined that a crack had resulted from a welded core plug.
Examining the Pump
Sand cores are used to form the internal cavities of the double-suction first stage. The double-suction geometry of the first-stage volute on this type of machine is complex because the designer must ensure adequate and balanced access to the eye of each side of the impeller. Also important is ensuring the impeller discharge is transported efficiently from the impeller into the subsequent stage with minimum losses.
Because of the complexity of the shapes involved, the sand cores required to form the shapes are also complex. Core holes are cast into the complex shapes to enable the foundry to clear out some of the hard-to-access areas—a necessary feature of this type of casting. Because of the failure emanating from this area, a process has been developed to eliminate core holes and prevent failure caused by core holes and plugs.
A group of experts investigating the problems on this six-stage boiler feed pump identified a number of other issues within the passageways by fully examining internal areas normally only accessible through destructive processes. They observed areas within the crossover where poor core fitment had caused a serious discontinuity within the passageway, as well as poor chaplet repair processes.
Pump manufacturers have invested heavily in traditional pattern equipment and, as a result, there is a reluctance to move away from their casting methodologies.
Another approach uses advanced reverse engineering, design verification, casting simulation and additive manufacturing techniques—rather than traditional pattern making—to develop a fault-free solution to the problem.
Reverse Engineering
There is an important difference between replication and reverse engineering. Reverse engineering involves an advanced, technologically robust process that helps to ensure that the essential geometric details of each part are captured and the deviations within each part associated with the process capability are eliminated.
This particular process involves several component steps that include data capture, which uses 3-D scanning technology to detail the component's internal and external geometry (see Figure 1, page 38).
The data verification process requires that a 3-D model be constructed from the scan data to represent the component. The data-to-model transposition undergoes a rigorous deviation analysis. The analysis aligns the original scanned data with the model data and highlights discrepancies using a color-coding system (see Figure 2, page 38).
Design Verification
In design verification engineering, the deviation from the model to scan data can point toward a number of areas where design verification can improve the casting process. Along with a verification of the passage diffusion, the design verification process identified a bulge on the volute wall of the six-stage boiler feed pump that was corrected (see Figure 3, page 38).
The design verification process also analyzes designs from first principles, and the importance of individual design features is applied to each component. This is a key event in separating manufacturing process deviations from design intent.
Casting Simulation
The traditional method applied to the castings, purchased through a traditional pump original equipment manufacturer (OEM), is to outsource the casting capability and expertise to a foundry.
It is possible to complete this step in-house using a company's combined ability in pump and casting design to deliver the needed components.
The computational fluid dynamics (CFD) analysis hones in on the optimum design for foundry setup, a process that is applied to every casting. The CFD analysis performed on the initial shape of the pump in question led to designing the appropriate riser pattern.
This pattern is crucial to preventing shrinkage problems occurring in the casting. A riser is a reservoir of molten metal from which the casting can draw to offset the shrinkage that occurs as the metal solidifies. Risers are placed in feed zones—areas that could give rise to a shrinkage defect.
Data developed from this analysis is used to develop a 3-D mold design. The analysis applies to every casting to ensure that each design is optimized to minimize casting defects and geometry errors.
Final Verification
The final step in the process involves a detailed verification and inspection of the casting to ensure the casting is free from defects, that it is the correct shape and that the hydraulic passages and wall thicknesses match the designer's intent.
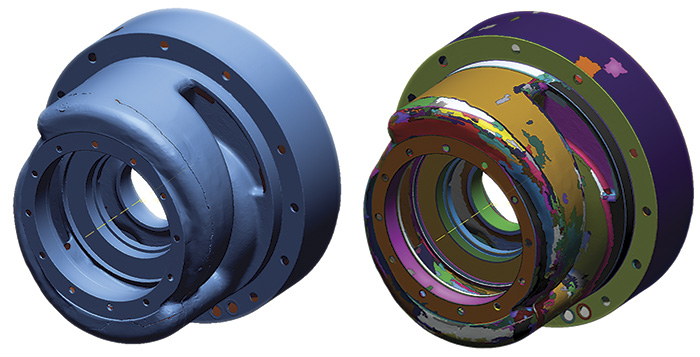 Figures 1 & 2. Data collection (Figure 1, left) and data discrepancy color maps (Figure 2, right) in 3-D models (Graphics courtesy of Hydro Inc.)
Figures 1 & 2. Data collection (Figure 1, left) and data discrepancy color maps (Figure 2, right) in 3-D models (Graphics courtesy of Hydro Inc.)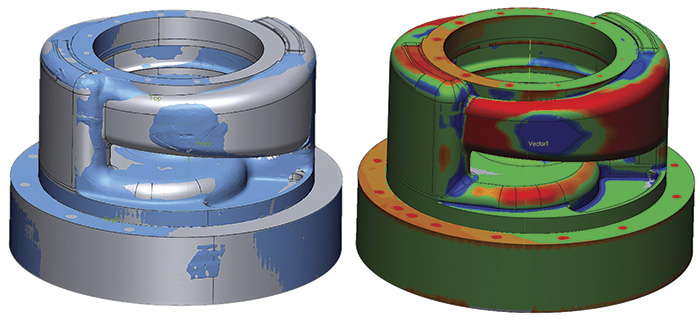 Figure 3. A bulge is identified on the boiler feed pump's volute wall.
Figure 3. A bulge is identified on the boiler feed pump's volute wall.To perform the verification of the casting geometry, a further 3-D scan is taken from the casting. This scan is then compared with the 3-D model and the initial casting scan, and a deviation analysis is performed to ensure that the passage shapes are correct and that there is sufficient machine stock on the casting.
Conclusion
The first-stage double-suction volute is a complex and difficult casting containing many features that, without due attention, will cause casting defects and geometry errors.
Using this process to control the design of the casting and the passage geometry of the six-stage boiler feed pump resulted in supplying a casting that exceeded the quality of the originally supplied component.
The failure initiation, caused by the core hole, was eliminated as a result of new casting design philosophies, and other casting errors were also eliminated with the passageways.