
Ensure proper bearing assessment and maintenance with this proven method.
Of the methods used to assess the operating condition of rolling element bearings, one of the most successful and popular techniques is that of Shock Pulse evaluation. Shock Pulses are a special type of vibration that can be clearly distinguished from ordinary machine vibrations:
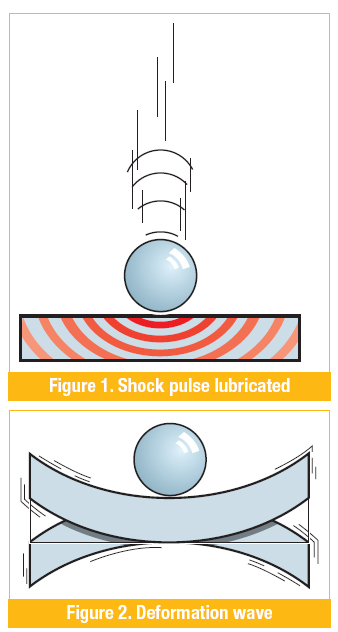
- The actual Shock Pulse is the pressure wave generated at the moment when one metallic object strikes another (Figure 1).
- The bulk of the impact momentum, however, acts to deform the target object, which then oscillates at its natural frequency. This vibration ultimately dissipates primarily as heat due to internal friction material damping (Figure 2).
Shock Pulses in Bearings
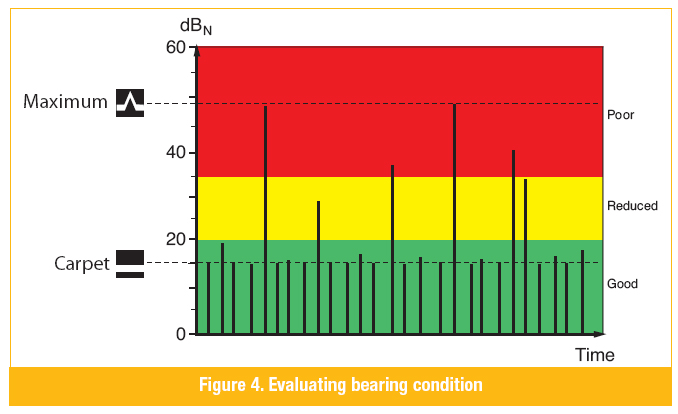
Shock Pulses occur during bearing operation when a rolling element passes over an irregularity in the surface of the bearing race. Of course, there is no such thing as a perfectly smooth surface in real life. Therefore, even new bearings emit a signal of weak Shock Pulses in rapid succession. This Carpet Value rises when the lubrication film between rolling elements and their races becomes depleted.
A defect on the surface of a rolling element or bearing race produces a strong Shock Pulse reaction with up to 1,000 times the intensity of the Carpet Value. These clusters of high amplitude peaks or Maximum Value stand out clearly from the background noise and are ideal indicators of bearing damage.
Measurement
Shock Pulses propagate within a much higher frequency range than that of ordinary machine vibration, and their energy content is relatively low.
Therefore, the accelerometer used for Shock Pulse measurement is tuned with a 36 kHz resonance frequency that lies precisely within the Shock Pulse frequency range. In addition, a 36 kHz band pass filter is applied to the accelerometer signal to help filter out lower frequency mechanical vibration. When Shock Pulse is present the tuned accelerometer resonance is excited and amplifies the Shock Pulse signal resulting in an excellent indication of bearing lubrication and damage.
Shock Pulse is responsive even when far more energetic machine vibration is present. Therefore, lower frequency mechanical conditions such as unbalance, shaft misalignment or vibration from adjacent machines have little effect on Shock Pulse. In addition, high-frequency signals tend to dissipate rapidly so very little interference is encountered from adjacent bearings.
.jpg)
Evaluate Bearing Condition
Just as with other condition evaluation methods, the Shock Pulse technique reaches its conclusions via certain defined parameters. Shock Pulse is influenced by factors such as bearing size, rpm, signal damping and lubrication, and therefore, Shock Pulse readings generally should be compared with 'signature' readings taken when the condition is known to be good.
However, through the years, reliable normalization methods have been developed which correct the effect of bearing size and rpm on Shock Pulse.
Shock Pulse measurements will track up and down with speed and down for smaller bearing diameters and up for larger bearing diameters. By entering the bearing diameter and shaft speed, a normalization factor or dBn is automatically calculated and applied. This corrects for speed and bearing differences and allows one to properly evaluate a bearing on the first Shock Pulse measurement. The application of normalization also allows for the use of standardized alarm levels on a machines running at different speeds and with varying bearing diameters.
Quantitative Analysis
Two normalized parameters are used to determine bearing condition:
- Carpet Value—Indicates deterioration or a poor lubrication condition. This can be caused by a number of conditions such as insufficient lubrication, lubrication contamination, shaft misalignment, improper bearing load or improper bearing installation.
- Maximum Value—Indicates damaged bearing elements. Maximum Value is generated by clusters of higher amplitude Shock Pulses. This is caused when the bearing elements hit defects within the bearing such as a spall on a bearing raceway.
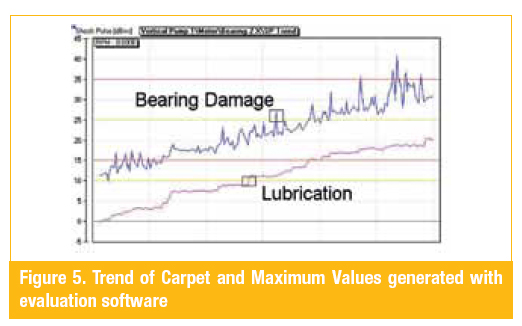
Maximum Value will always be greater than Carpet Value. Carpet and Maximum Values will increase in amplitude by roughly the same amount if lubrication breaks down. If bearing defects are present then Maximum Value will increase or trend upward faster than Carpet Value, and the separation between the two will increase. To keep things simple, Carpet Value normally indicates lubrication condition, and Maximum Value most often relates to bearing damage.
Qualitative Analysis
Analysis of the Shock Pulse signal using a technique called enveloping offers a detailed depiction of the source and extent of bearing damage. Here, the outline of the bearing time signal is transformed into a spectrum or FFT. Shock Pulses that occur at regular intervals in the time signal are clearly seen in the spectrum as peaks, which correspond to bearing damage frequencies.
The enveloping technique allows one to accurately diagnosis the specific type of bearing damage. While requiring a bit more knowledge than basic Shock Pulse measurement, the application and evaluation of the enveloping technique is relatively easy to learn.
Measure Pump Cavitation
A derivation in the filtering of Shock Pulse is often used to measure pump cavitation. When cavitation occurs in a pump the effect is similar to striking the pump casing with a ball-peen hammer. Much like a rolling element hitting a defect in a raceway, the Shock Pulse Maximum Value reacts strongly, registering large amplitudes.
To better measure the effect of cavitation and not confuse this with normal Shock Pulse measurements, a modification to the filtering and signal processing is made. The result is a specialized cavitation measurement that is in units of decibels.
In a number of cases, the cavitation form of Shock Pulse has been used to identify and correct operating conditions causing cavitation. The cavitation measurement can also be helpful in identifying cavitation that is not audible.
Applications and Advantages
The Shock Pulse Method is easy to use and suitable for all types of antifriction bearings installed on rotating equipment such as motors, pumps, gearboxes and compressors. When parameters are recorded at regular intervals, any deterioration in bearing condition can be recognized immediately. The required maintenance procedures can then be planned and carried out with maximum efficiency, long before the bearing fails and brings production to a halt along with it.
Bearing trends plotted over longer periods of time offer additional information on premature wear, improper installation and lubrication problems, or even such things as improper machine operation (such as overloading) and defective machine parts. Shock Pulse is easily supplemented by the application of enveloping. Enveloping can help identify faults in specific bearing components such as a cracked inner race or defective outer race.
Summary
For more than 25 years Shock Pulse has proven to be a valuable method for evaluating bearing condition. Shock Pulse is easy to use and understand. With the addition of enveloping to the Shock Pulse signal, a more exact diagnosis is available, allowing end users to identify the damaged component within the bearing.
Pumps & Systems, June 2011
