
Recently, there has been plenty of talk about energy efficiency in the pumping industry. According to the Hydraulic Institute (HI), pumping systems account for 40 percent of industrial energy usage, and HI has established a new energy rating label system. The labeling applies to new pumps, and the vast majority of pumps have been in service for many years. If there is an issue in a facility, the maintenance team usually knows which pumps are underperforming. Without a good understanding of the overall system, it can be frustrating to pinpoint the issue. Today, we will focus less on the actual efficiency of the pump, but instead on the interactions with the motor, and whether adding some kind of variable speed control is worthwhile. Recently, I ran into the following scenario where a single pump delivered the flow rates in Image 1. This is a typical 4x3-10 end suction pump operating at 3,560 revolutions per minute (rpm) and under 50 horsepower (hp) on the smaller to midsized range. The pump looked to be slightly oversized, but was performing decently. When looking at costs in this scenario, I will use the national average for commercial electric prices of 11 cents per kilowatt hour (kWh).
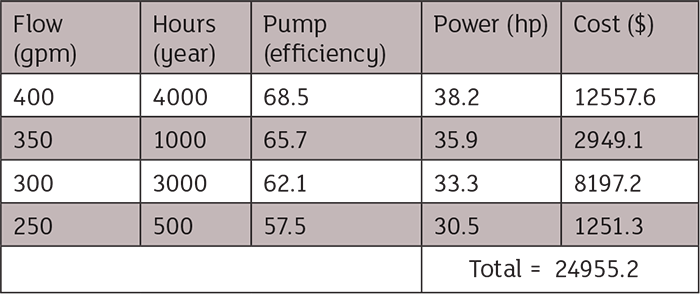 Image 1. Fixed speed pump costs (Images courtesy of the author)
Image 1. Fixed speed pump costs (Images courtesy of the author)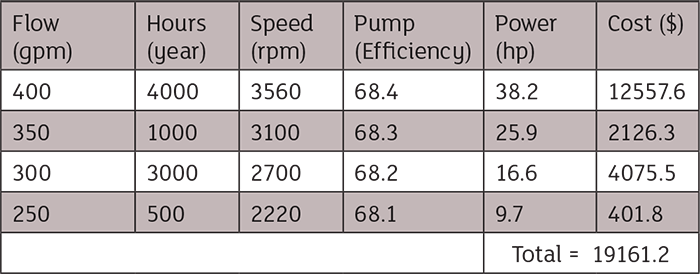 Image 2. Variable speed pump costs
Image 2. Variable speed pump costs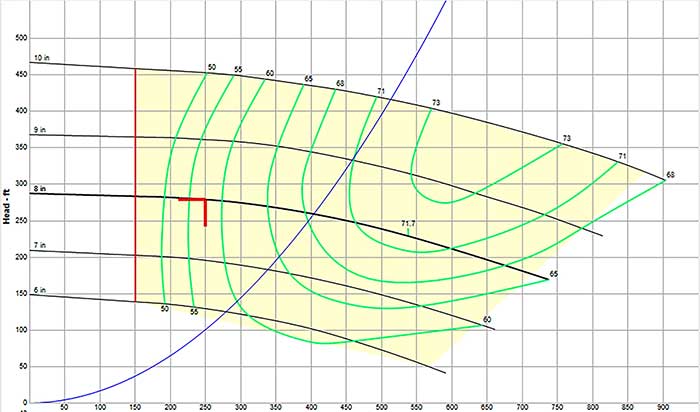 Image 3. Fixed speed pump operating at 250 gpm
Image 3. Fixed speed pump operating at 250 gpm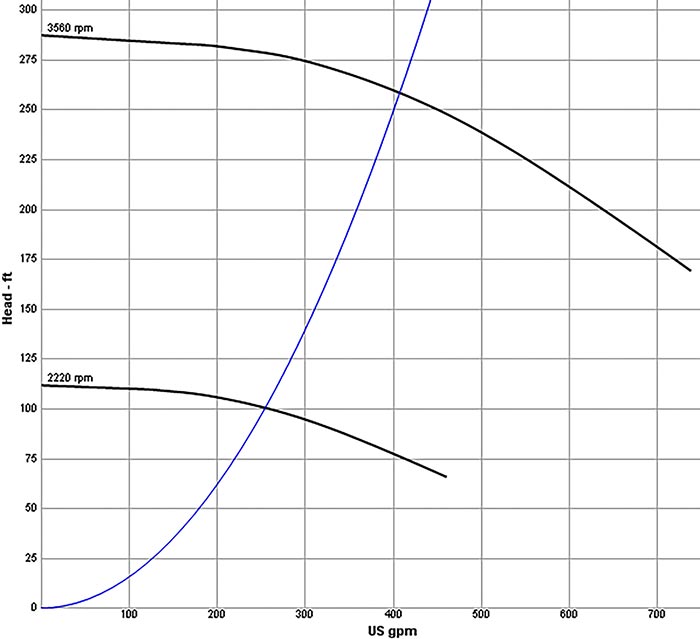 Image 4. VFD pump operating at 250 gpm
Image 4. VFD pump operating at 250 gpm