
An advanced software solution saved one user $350,000 in lost power production revenue.
03/19/2015
Turbine failure can result in unwanted downtime and costly repairs. Early detection is key to keeping the plant running at optimum efficiency. Software monitoring solutions provide the opportunity to schedule repairs during planned plant outages. This type of technology allows end users to monitor turbine and overall plant performance and proactively handle required maintenance.
Combustion Problem Solved at a Combined Cycle Power Plant
On March 6, a software monitoring solution detected an issue with three combustion turbine exhaust thermocouples during a steady state run that was the turbine's first run after a hot gas path inspection. As this combustion turbine varied load between 100 and 155 megawatts, intermittent deviations appeared in thermocouples 3, 4 and 6. The exhaust thermocouples were expected to have values between 1,100 and 1,200 F. Actual temperature measurements varied as much as 100 degrees below expected values.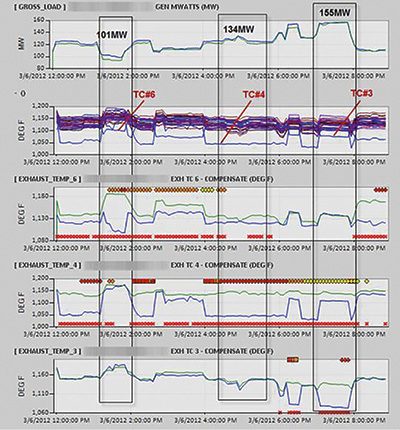 Figure 1. Increases in actual (blue) versus expected (green) power for combustion turbine power (top), actual exhaust temperatures (second from top) and actual (blue) and expected (green) values for exhaust temperatures (bottom three) (Graphics courtesy of GE Intelligent Platforms)
Figure 1. Increases in actual (blue) versus expected (green) power for combustion turbine power (top), actual exhaust temperatures (second from top) and actual (blue) and expected (green) values for exhaust temperatures (bottom three) (Graphics courtesy of GE Intelligent Platforms)Sediment Identified on a Steam Turbine Condenser
In the end of December, a software detected an increase in steam turbine condenser backpressure, from a normal operational pressure of approximately 3 inches of mercury (inHg) (or 10.1 kilopascals (kPa)) to values as high as 6 inHg (or 20.3 kPa). The software provider notified the end user and began tracking the issue on regularly scheduled calls.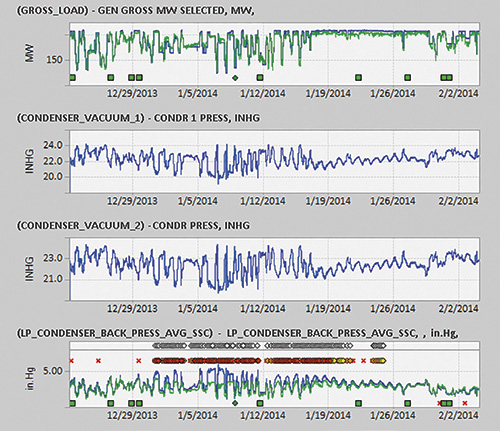 Figure 2. These charts include the condenser vacuum measurements, which changed from about 22.7 inHg (or 76.9 kPa) to as low as about 6 inHg (or 66.8 kPa). The bottom chart shows the condenser backpressure averages. Unusual readings started in late December and returned to normal after cleaning in January.
Figure 2. These charts include the condenser vacuum measurements, which changed from about 22.7 inHg (or 76.9 kPa) to as low as about 6 inHg (or 66.8 kPa). The bottom chart shows the condenser backpressure averages. Unusual readings started in late December and returned to normal after cleaning in January.