
Despite their simplicity, centrifugal pumps often experience repeat failures that even seasoned maintenance and reliability professionals have trouble preventing. This four-part series explains the reasons behind repeat pump failures and uses a real-world field example involving boiler feedwater pumps. The first part (Pumps & Systems, July 2014) made visualizing the allowable operating ranges of centrifugal pumps easier. A 40-year-old illustration highlighted the importance of predefining the operating range. The second part (Pumps & Systems, August 2014) explored net positive suction head (NPSH). Although many pump specialists already have experience with cavitation—even when the available NPSH exceeds the quoted required NPSH—the possible consequences are not widely publicized. Important conditions should be considered before pumps are run in parallel. This month’s column covers other aspects of pump reliability. In this part, I will recommend best practices for pump rebuilding, lubricant selection, and coupling and seal maintenance.
Pump Rebuilding
The failure incidents highlighted in this series’ first part strongly implied that the owner/operators had to pay more attention to definitive operating constraints. Each of the facility’s seven boiler feedwater (BFW) pumps should be rebuilt to original equipment manufacturer specifications. The rebuilding process also provides the opportunity to upgrade these pumps. A good rebuilder might provide pump impellers with steeper performance curves. An oriented carbon fiber-based composite polymer would probably be used for the close-clearance/wear-resistant throat bushing and could replace the metallic wear ring material.3 The rebuilder must accommodate the possible axial thrust changes from closer clearances. A life-cycle cost analysis proved that selecting a competent rebuilder is the wisest choice for reliability. The rebuilder must have a proven track record. He or she must carry out and record several important measurements to perform accurate root cause failure analyses. The user facility was advised to review the rebuilder’s procedures and engineering and shop personnel qualifications. Truly reliability-focused users take the assessment of vendor qualifications seriously. Without this type of assessment, rebuilders are often selected based on schedule and initial cost, in which case reliability is among the first casualties. Therefore, time and money are spent on rigorous vendor qualification assessments.2Lubricant Viscosity
Pumps equipped with sleeve bearings require an International Organization of Standards Viscosity Grade 32 (ISO VG32) lubricant. A thicker ISO VG68 lubricant would slow down the slinger rings and could deprive the sleeve bearing of the oil wedge on which the shaft must ride. However, lubricants thicker than ISO VG32 are needed for rolling element bearings in warm climates. ISO VG46 oils are recommended for bearing operating temperatures up to 158 F, and more viscous oils, typically ISO VG68, should be used for temperatures up to 176 F.5 Two or more of the pumps at the facility’s boiler house had sleeve bearings and rolling element bearings in the same bearing housing. The design accommodated the combined thrust and radial loads generated by the pump rotor. The facility had used an ISO VG46 mineral oil in an attempt to satisfy the viscosity requirements of both bearing styles. However, ISO VG46 is too thick for some sleeve bearings and too thin for some rolling element bearings. The correct viscosity can be critically important in highly loaded bearings. Image 1. The left slinger ring is new and regular width. The right slinger ring has abraded to a narrower width and shows evidence of overheating because of slippage. (Image courtesy of the author)
Image 1. The left slinger ring is new and regular width. The right slinger ring has abraded to a narrower width and shows evidence of overheating because of slippage. (Image courtesy of the author)Lubricant Application & Contamination
Lubricant application by slinger rings may be the least expensive way to move lubricants from an oil sump into a pump bearing.3,4 However, the application details need attention. Among the facility’s defective components was a BFW pump that had recently failed. The slinger ring measured 0.06 inches eccentric—30 times the allowable value of 0.002 inches. The ring was abraded on one side and showed serious bore discoloration. The ring’s overall condition was almost identical to the badly worn slinger ring shown in Image 1 and Reference 6. Slinger rings must be manufactured with great care. An annealing or stress-relieving step is required before finish-machining. Unless stress-relief annealed, slinger rings will rarely remain concentric for long, and non-concentricity means slippage. While slinger rings work well in a narrow design range, they are often the cause of equipment malfunctions. The failures were mistakenly attributed to bearing and lubrication issues. Slinger rings should be carefully manufactured and inspected before installation in process pumps. Unless the pump shaft centerline is truly horizontal, slinger rings often touch the sides of a stationary bearing housing. Some plant pump bearing housings showed evidence of sludge accumulation. The facility’s oil laboratory replicated at least one such incident by mixing supposedly equivalent oils from two different suppliers. Their lab work showed that, to keep costs low, some oil suppliers skimp on the amount and/or quality of additives. Sludge is often the result of water combining with atmospheric dirt. Of course, airborne particulates are unavoidable in a large facility. In this plant, visible slinger ring debris further increased the risk for contamination. Excessive water in the bearing housings of two BFW pumps and two cracked cooling water jackets served as a catalyst for sludge formation. All the jackets were inspected with nondestructive testing methods, and cooling water was used only when needed. Water cooling can be justified only in limited circumstances. Such cooling is often unnecessary when synthetic lubricants with superior temperature stability, additives and viscosity properties are selected. If cooling is required, a closed heat exchanger loop and treated cooling water are recommended. Steam leakage can be minimized by using mechanical seals in the gland area.7 The facility still used old-style carbon glands in its small steam turbines, although high-temperature mechanical seals are replacing carbon gland seals elsewhere in industry. Retrofits of bearing housing protector seals also prevent steam leakage.2, 3, 6 Not to be confused with steam gland seals, a bearing housing protector seal for small steam turbines is shown in Figure 1.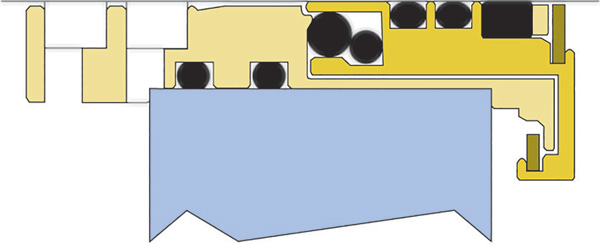 Figure 1. Partial cross section of a bearing housing protector seal for steam turbines (Graphic courtesy of AESSEAL Inc.)
Figure 1. Partial cross section of a bearing housing protector seal for steam turbines (Graphic courtesy of AESSEAL Inc.)Superior Couplings and Mechanical Seals
Different types of couplings were in use in this facility’s BFWs. Disc pack couplings needed no servicing, but the grid-style coupling must be dismantled and carefully greased at least twice a year. Until replaced by disc pack couplings, the facility was advised to periodically grease their grid and gear couplings. The analysis team strongly discourages the use of an all-purpose grease in couplings and electric motor bearings. To maintain its desired reliability focus, the plant was asked to consider a premium grade coupling grease. These greases will not centrifuge apart their respective soap and lube oil constituents. A polyurea-based premium electric motor bearing grease was recommended for pump drivers at this large metal production facility. The plant also had stuffing box packing in certain pumping services that, at other sites, use mechanical seals. The analysis team had an opportunity to examine a defective packing gland in the shop. Using packing without water lubrication should never be encouraged. Vendors who claim that their packing requires no lubrication may not be reliability focused. For BFW service, packing is useful only if a plant has sufficient maintenance manpower and schedules frequent packing gland adjustments. Because friction creates heat, traditional packing must be cooled. Unless the packing gland is properly adjusted and lubricated, both packing and shaft surface will degrade rapidly. Mechanical seals have been employed by reliability-focused users for over three decades in similar BFW services. At least four manufacturers are currently able to supply suitable mechanical seals. Cartridge-type mechanical seals were recommended for all BFW pumps at this facility. However, the seals required for elevated water pressure and temperature are not commodity products that can be bought from the lowest bidder. Vendor experience must be assessed, and questions about balance ratios, seal materials and flush plans must be asked by the purchaser and answered by the vendor. This metal producing facility should insist on full disclosure of a seal supplier’s prior experience. In next month’s column, the discussion of bearings and pump reliability will continue and focus on additional equipment features. It will cover details such as sleeve bearing design, bearing cage materials and maintenance procedures.References
- Taylor, Irving, “The Most Persistent Pump-Application Problems for Petroleum and Power Engineers,” ASME Publication 77-Pet-5 (Presented at Energy Technology Conference and Exhibit, Houston, Texas, September 18 – 22, 1977).
- Bloch, Heinz P., Pump Wisdom: Problem Solving for Operators and Specialists, John Wiley & Sons, Hoboken, N.J., 2011.
- Bloch, Heinz P. and Alan R. Budris, Pump User’s Handbook, 4th Edition, Fairmont Press, Lilburn, Ga., 2013.
- ANSI/HI9.6.3-1997, “Allowable Operating Region,” Hydraulic Institute, Parsippany, N.J.
- SKF USA, Inc., Publication 100 – 955, “Bearings in Centrifugal Pumps,” Version 4, p. 20, Kulpsville, Pa., 2008.
- Bloch, Heinz P., Practical Lubrication for Industrial Facilities, 2nd Edition, Fairmont Press, p. 179, 2009; “Mechanical Seals in Medium-Pressure Steam Turbines,” presented at the ASLE 40th Annual Meeting in Las Vegas, Nev., May 1985 (later reprinted in Lubrication Engineering, November 1985).
- Bloch, H. P., and Elliott, H. G.: “Mechanical Seals in Medium-Pressure Steam Turbines,” presented at the ASLE 40th Annual Meeting in Las Vegas, Nevada, May 1985 (Reprinted in Lubrication Engineering, November 1985)
