
A dewatering facility brings a centrifuge up to speed slowly, meeting the long acceleration time requirement.
01/22/2014
Today’s industrial marketplace uses many different machines—such as pumps, fans, compressors and conveyors. One machine that is often overlooked is the centrifuge. The centrifuge is not well-known but is commonly used in industrial applications and frequently affects operations. A centrifuge is often used in simple operations in the milk and sugar industries. Centrifuges are also used in wastewater treatment plants. This article includes a case study that examines how VFDs were applied to a Philadelphia wastewater dewatering process.
Centrifuges & VFD Technology
The centrifuge’s design takes advantage of variable frequency drive (VFD) technology to regulate the process speed. To apply a VFD to a centrifuge correctly, some factors must be understood. Centrifuge applications have the same basic considerations as many machines—such as voltage, enclosure type, horsepower (the full load amps of the motor current), and ambient environment (temperature and humidity, for example)—that are found in many applications. However, centrifuge applications require close examination. Centrifuges have long acceleration times (a heavy-duty, constant-torque drive is required). In the past, wye-delta starters were used and had acceleration times of 3 to 4 minutes, drawing a tremendous amount electrical current. This method has been replaced with VFDs. VFDs allow the user to slowly bring the centrifuge up to speed, greatly reducing the mechanical stress on the motor, bearings and bowl. They provide better process and speed control.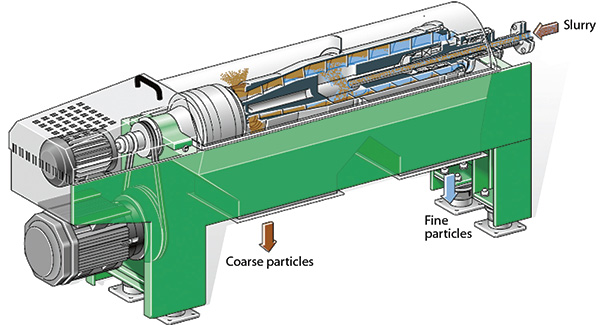 A centrifuge
A centrifugeCase Study: Synagro & the City of Philadelphia
During the last year, a drive manufacturer has worked closely with Philadelphia Renewable Bio Fuels, a division of Synagro Inc. Synagro operates the dewatering facility under contract for the City of Philadelphia water department. The centrifuges at the facility weigh more than 15,000 pounds and remove 30,000 gallons of liquid (the weight of water is 8 pounds per gallon) per hour for each machine. They operate as many as seven of the 10 machines each day. This plant processes wastewater 24 hours per day, seven days per week. The final process of the solid waste removal converts this to useful fertilizer. The drive manufacturer and Synagro’s Electrical Maintenance Lead Joe Marchesani installed replacement drives for three 315-kilowatt drives. The drive manufacturer had assisted two other Synagro locations that experienced problems because of flooding and other natural disasters with quick delivery and onsite technical assistance. “I had been told by other facilities that this drive manufacturer delivered what they quoted and as promised and that its product’s quality and performance was solid,” Marchesani said. He explained that he currently needed a replacement drive, and because of the intra-company testimonials, he was willing to try the drive manufacturer as long as the price was competitive and the company could meet his small window of time for the installation. Marchesani also expressed a major concern in this retrofit, and Synagro wanted to ensure that the VFD was sized properly to prevent tripping caused by the overhauling characteristic of the load in the bowl pushing the bowl faster. Centrifuges operate in the Philadelphia wastewater facility.
Centrifuges operate in the Philadelphia wastewater facility. The new drive installed in the existing enclosure
The new drive installed in the existing enclosure