


Persistent maintenance and unacceptable odor prompted a Southwest wastewater treatment plant to replace its sludge-handling system with progressive cavity (PC) pumps.
Used to move high-viscosity fluids in the food, wastewater, refining, papermaking and wood processing industries, PC pumps were ideal for this application. While the new equipment reduced spills and maintenance costs, the application of PC pumps can present challenges when sealing the rotating drive shaft. The nature of the viscous, abrasive and/or adhesive fluids presents unique sealing challenges.
The Application
The treatment plant had been using a conveyor to move 2 million gallons of sludge cake per day from belt filter presses to holding hoppers. Two short conveyers then transported the final 19 to 24 percent biosolids to the sludge processing area. This process resulted in spillage, which created significant problems for the plant.
 Figure 1. A seal designed to fit a progressive cavity pump (Graphics courtesy of A.W. Chesterton Company)
Figure 1. A seal designed to fit a progressive cavity pump (Graphics courtesy of A.W. Chesterton Company)To reduce the maintenance problems and odor resulting from spills, the plant installed PC pumps with gray cast iron housings, fluorocarbon (FKM) stators, hardened tool steel rotors and a flow capacity of 25 gallons per minute (GPM).
These PC pumps can handle sludge with up to 35 percent solid content. They are equipped with an enlarged rectangular feed hopper with removable compression zone and a high-volume ribbon-screw auger with enlarged diameter and pitch. The hopper length was matched to the discharge of the dewatering device. A tapered chute was fabricated to allow dewatered sludge to gravity feed into each unit's open hopper. The pumps then transfer the sludge along a 6-inch pipe to the central trough feeding the two screw augers.
While the new pumps eliminated many of the plant's problems, the basic challenges of sealing PC pumps and limited workspace made system setup and installation difficult for the seal designers and maintenance personnel.
The industry continues to face the challenge of designing sealing solutions that fit the equipment and operating parameters while providing reliable service and ease of installation. But suppliers can provide near zero-to-zero emission seals for PC pumps in standard single or dual-seal designs created specifically for these difficult applications.
Stuffing Box or Integrated Seal Chamber
PC pump manufacturers may offer a conventional stuffing box or component mechanical seal chamber, or they may integrate the seal chamber into the design via the mechanical seal supplier.
The advantage of the conventional stuffing box is that it allows a variety of sealing device solutions. The disadvantage is the additional cost. The integrated sealing solution is supported by the equipment manufacturer and will fit the narrow bearing frame space.
Flush Liquid
Mechanical packing or a standard single liquid-lubricated mechanical seal can be used for difficult fluid if a flush is provided to prevent damage to the primary sealing elements.
Liquid-lubricated mechanical seals use the pumped fluid as a lubricant. PC pumps handle high solids content or adhesive fluids, which are known to damage the highly polished primary sealing surfaces or cause clogging of secondary seals. Solids can become embedded into braided mechanical packing, causing damage to rotating sealing surfaces on the shaft or sleeve.
One method that can be used to avoid this issue and protect pump elements from damage is to provide a clean flush liquid (commonly water) at 15 pounds per square inch gage (psig)/1 bar above the actual sealed pressure. Unfortunately, the flush must be compatible with the process; if the process is designed to remove fluid (such as dewatering), a flush fluid may not be acceptable.
Dual Sealing
If a flush fluid is not acceptable, dual liquid-lubricated seals may be required.
These seals use two primary sealing elements to trap a higher pressure clean compatible fluid between them. The clean compatible fluid will lubricate the seal faces and prevent clogging of the secondary seals.
The higher pressure fluid is known as a barrier fluid. It can be provided by a fluid reservoir and pressurized to 15 psig/1 bar above the sealed pressure or by a plant water source as long as the plant water pressure will provide the seal at least 15 psig/1 bar pressure above the sealed fluid pressure.
A Midwest coal-fired power plant uses PC pumps in its flue gas desulfurization dewatering area. Originally equipped with conventional packing, the pumps consistently struggled to pump the sludge of up to 40 percent solids. The operators searched for another method to lengthen service life and reliability from the current four to six months.
The braided mechanical packing was replaced with a dual liquid-lubricated mechanical seal with abrasion-resistant seal faces. The dual mechanical seal has been in continual service for more than two years.
Mechanical seal manufacturers can offer seals that use abrasion-resistant hard seal faces designed for difficult service. These materials are typically ceramic and offer extreme hardness, which allows them to withstand short-term pressure reversals.
If the barrier fluid pressure drops below the sealed pressure, solids can begin to track between the seal surfaces, but hard faces will prevent serious damage. Once pressure is restored, the solids are displaced from between the sealing surfaces.
Seal companies can estimate leakage between these surfaces based on the shaft diameter, sealed pressure and properties of the seal or barrier fluid. Many seal manufacturers measure dual seal barrier fluid leakage in parts per million, making this a virtually zero-contamination solution.
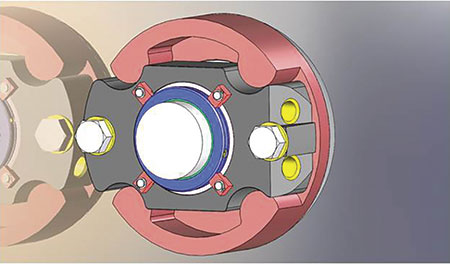 Figure 2. A dual seal designed with barrier fluid ports for progressive cavity pumps
Figure 2. A dual seal designed with barrier fluid ports for progressive cavity pumps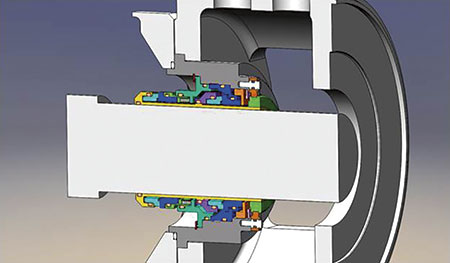 Figure 3. A dual cassette seal designed to fit a progressive cavity pump
Figure 3. A dual cassette seal designed to fit a progressive cavity pumpPolymeric Sealing
Another method is to use a polymeric sealing element mounted inside the equipment to replace the common braided packing solution. This polymeric element could be mounted inside a housing on a ceramic-coated sleeve to make installation easier and prevent equipment damage.
These polymeric devices can be designed with single or multiple lips sealing on a rotating shaft or sleeve. They can be used with a clean flush liquid or high-viscosity grease to prevent solids from being trapped between the lip sealing element and the rotating sleeve or shaft. However, they are extremely intolerant of radial shaft movement. If the radial support bearing in the PC pump gearbox is worn, end users should avoid this solution. Radial movement will establish gaps, which become clear leak paths.
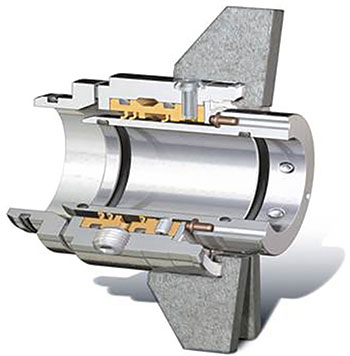 Figure 4. A high viscosity cartridge seal
Figure 4. A high viscosity cartridge sealThe Right Choice
Regardless of the type of sealing device selected, the materials of construction should not suffer chemical attack in the sealed fluid. Chemical attack can result in pitting, corrosion, swelling or degradation of the key sealing surfaces, which can lead to leakage.
Seal manufacturers can assist end users with materials selection. The key to a successful sealing device solution is to understand the properties of the sealed fluid and how the sealing surfaces will be affected. If the sealed fluid will lubricate the mechanical seal, then a single mechanical, braided mechanical packing or polymeric seal will work. If the fluid is adhesive, abrasive and/or non-lubricating, then a dual mechanical seal using a barrier fluid is the most desirable solution for long seal life.