
Engineered aftermarket solutions can offer much longer life times, lower operating costs, reductions in energy costs and an excellent return-on-investment (ROI). Aftermarket engineered upgraded solutions for pump applications are usually available for quick delivery and are alternatives for replacement/upgraded parts for obsolete pumps. In many cases, obsolete pumps were manufactured from higher quality materials with a better hydraulic design. It is often in the end user’s best interest to continue to use these obsolete older pumps. The key to selecting an aftermarket supplier in the pump market is finding one that has in-house hydraulic design capability and completely machines their products in-house as opposed to casting or molding. Aftermarket parts and equipment that are 100-percent machined eliminate the need for costly patterns and casting defects. Machining enables “engineered” design changes, which can be made quickly, and also produces much more accurate products. This allows for perfect hydraulic and mechanical balance with quick turnarounds. A few aftermarket pump suppliers specialize in structural composites, which offer the additional advantage of being light-weight, and offer corrosion, erosion and cavitation resistance. These machined structural composite pumps, impellers and pump parts offer many advantages, including longer life and energy efficiency. Using this equipment will allow end users to decrease downtime costs and energy consumption. Installing these “upgraded” aftermarket products into existing pumps or pumping systems allows the end user to realize significant life-cycle and monetary savings. The implementation of this equipment directly contributes to the increase in pump efficiency and eliminates corrosion, erosion, cavitation, rotor imbalance and leakage between the wear rings, casing rings and interstage bushings. These detrimental occurrences quickly destroy metallic pumps and pump parts, leading to inefficiency and a drastic increase in energy consumption.
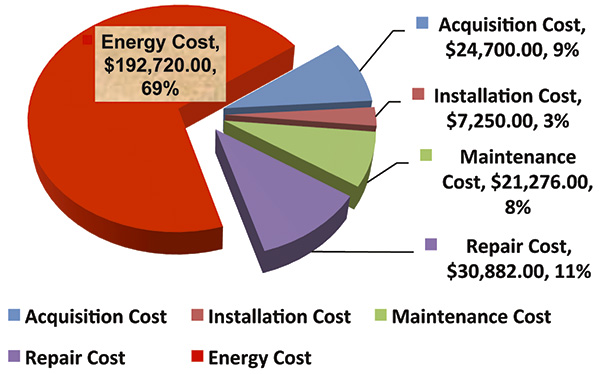 Table 1. Life-cycle costs for a 60-horsepower, vertical in-line metallic pump in salt water during a five-year period
Table 1. Life-cycle costs for a 60-horsepower, vertical in-line metallic pump in salt water during a five-year periodRe-engineered Pumps, Impellers & Rings
Pumps, impellers and rings that are 100- percent machined offer even greater savings because they can be modified to make the pump operating point the best efficiency point (BEP), which significantly increases efficiency. The farther the pump operates from BEP, the lower the efficiency and the higher the radial loading, movement and vibration. The machined vane surfaces provide smoother surface finishes, which allows for a lower coefficient of friction with self-lubricating qualities. Machined structural composite impellers and rings are five to six times lighter than metallic impellers and run on tighter wear ring to casing ring clearances. This provides reduction in mechanical and volumetric losses. Because 100-percent machined impellers are hydraulically and mechanically perfectly balanced and maintain this balance throughout the life of the pump, vibration is reduced and the pump operates more efficiently, which reduces downtime and operational costs. Re-engineered structural composite products are also light weight, reducing startup load and shaft deflection. The result is an increase in the lifetime of bearings, seals, rings and sleeves. Aftermarket pump upgrades improve performance, maintenance and repair issues, and they also improve efficiency, extending pump life and reliability. Table 1 demonstrates that energy costs are the most detrimental expense. In this particular case, the end user will spend close to $200,000 in energy consumption during a five-year period. A 10-percent reduction in energy savings, maintenance costs and repair costs would more than pay for the entire cost of a new pump. Table 2. The test report revealed that the upgraded aftermarket impeller reduced energy consumption by 10 percent.
Table 2. The test report revealed that the upgraded aftermarket impeller reduced energy consumption by 10 percent.