
One common definition of balance is when the mass centerline and the rotational centerline of a rotating part are equal. Another definition is when zero vibratory force or vibratory motion is imparted from the rotating part to the bearings. Field balancing is a technique used to balance a rotating part in place without removing the part from the machine. The advantages of field balancing are apparent, in that time can be saved by not removing the rotating part from the machine and sending it to a shop for balancing. An additional benefit is realized in ensuring that the rotating part is balanced as installed.
When field balancing, one must have access to the rotating shaft and have an area to place trial weights and correction weights. As seen in Figure 1, the access requirements for field balancing eliminate many machines as field balancing candidates.
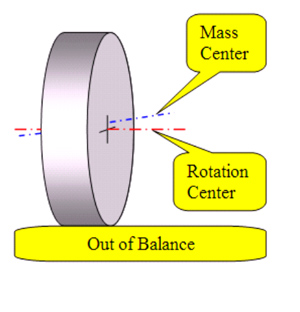
Figure 1
Balancing Basics
Balancing in its most basic form is a problem of ratios. To simplify, we will use a one plane example and eliminate the angle calculations by assuming we know exactly where the heavy spot is located on a rotor. Figure 2 depicts an end view of a rotor. The amount of vibration is measured and indicates 10-mil of vibration 90-deg from the 0 angle reference. No weight has been added at this point and the measurement represents the “as found” condition.
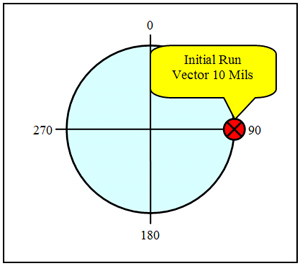
Figure 2
Figure 3 depicts the trial weight run. Trial weights provide a method to calibrate the rotor system. A known trial weight, placed in a known position, will influence the vibration a specific amount that will permit correcting the measured imbalance.
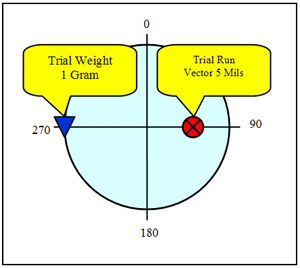
Figure 3
In this example, we have placed one gram of weight at 270-deg. The resulting vibration was reduced from 10-mil to 5-mil and the angle did not change. This means we placed the trial weight exactly opposite the heavy spot on the rotor.
Now we can apply the ratio:
—————————— = —————————
Figure 4 shows the correction and result. As can be seen from the ratio, if one gram reduced the vibration from 10-mil to 5-mil, then two grams placed at the same location should reduce the vibration to 0-mil.
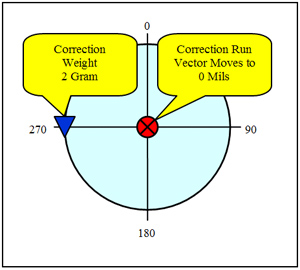
Figure 4
Balancing Today
By adding the angular component, as would be the case in the real world, the solution becomes more complex and involves the angular vector. Years ago, the standard practice involved manually plotting these vectors on polar paper to get a solution. The plotting process is relatively easy for a single plane problem, but becomes dramatically more complex when involving a two-plane problem.
Fortunately, modern digital field balancing equipment with extremely accurate filtering will quickly calculate complex balancing solutions, with dramatically improved results. Their superior filtering and reduction of error (compared to the analog balancers and manual plotting methods of the past) often lead to acceptable results on the first balance correction. Documentation is an added benefit of newer instruments. In today’s ISO and compliance world, a paper trail is often required and most of the digital equipment can either connect directly to a printer or computer port to archive the balancing results.
Conclusions
We recently watched a person using an analog balancer for a two-plane fan that was running near its resonant frequency. This is an extremely difficult application to balance due to the resonance problem.
The person running the balancer had 20+ years of experience. The machine owner reported that the last time this fan was balanced, 28 balancing runs were necessary to bring it into tolerance. As the balancing job progressed, it became apparent with the digital equipment that recalibration was necessary. After the third balancing shot, the analog method called out for too much weight and grossly overstated the trim weight needed.
We used a state-of-the-art digital balancer to monitor this process. A new test run with the digital balancer would have indicated very close to the correct weight and position to bring the fan into tolerance.
It is most important to remember the basic fact that at its core, field balancing is a ratio problem. Anything that influences the linear response and angle of the trial weight will affect the accuracy of the correction.
Pumps & Systems, Ocotber 2006
