
Reduce maintenance, improve efficiency and solve key pump application challenges with variable frequency drive technology.
Maximizing system efficiencies and protecting valuable assets help operators and pump manufacturers reach the overall goal—driving down energy consumption and improving system reliability. Increased awareness of the environmental and economic benefits of sustainable operations are driving change in industry regulations. It is critical to adapt quickly to evolving industry regulations and realities by adopting new technologies to control costs and reduce energy requirements.
Typically, energy consumption is 90 percent of the total cost of pump ownership. Best practices within pump applications today involve energy conservation, process efficiency and reliability, and a strong emphasis on long-term benefits.
Five Key Pump Application Challenges
Operators face many challenges that VFDs can help solve. They are detailed in this section.
Pump Cycling
Pumps turn on and off throughout the day. Starting a pump across the line creates mechanical stress on the system, which shortens the life of valuable assets. Variable frequency drives (VFDs) reduce flow, enabling the pump to run slower and continuously, which helps solve this problem.
Comparatively, other typical methods to reduce the impact of pump cycling involve valves or storage tanks, which either create maintenance issues or waste energy. Specifically, storage tanks allow the pump to fill extra liquid into a reservoir, buying time and avoiding some start/stop cycles. However, they can create ongoing maintenance issues by introducing another system, additional up-front costs and the need for extra space. Valves can be used to reduce flow, without making numerous starts and stops. However, that wastes a tremendous amount of energy because the pump continues to run at full speed even when it is unnecessary.
Water Hammer
The sudden shutoff of pumps and valves creates a backflow of water within the system that slams against the closed valve. Water hammer creates additional mechanical stress and wear on the pipes and valves, which reduces the life of valuable system assets. Reduced-voltage starting has evolved to help manage inrush currents and peak voltages. Solid-state soft starter technologies have also emerged to further eliminate shock to mechanical equipment. They reduce the load and torque applied to the motor powertrain during startup. Additionally, reduced voltage soft starters offer a wide range of current limit settings, providing greater control flexibility. For pumping processes, soft starters also help avoid water hammer in pipes by reducing line pressure so that valves can close gently and prevent a surge wave. Today, a wide range of motor starters offers high system configurability and flexibility for control gear design.
VFDs can eliminate water hammer by decreasing the pump speed rather than abruptly stopping the flow. VFDs offer all the protective features of reduced voltage and soft starters, while variable speed control allows the process to match energy consumption with process demands. By matching power consumption directly with process requirements and maintaining optimal operating parameters at all times, the energy savings realized by VFDs can generate investment payback periods of less than two years.Under Load, Torque Protection
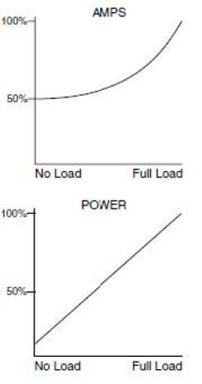
In many pumping applications detecting under-load or under-torque conditions is important. When a pump is starved, deadheaded or stalled, the current and power demands drop. Typical overload devices, such as bimetallic relays, will not differentiate between full load and any value less than full load, therefore allowing a pump to run when one of these conditions is present. This can create mechanical wear on the pump and wasted energy, especially if demand requires that a second pump start. Beyond detecting current, VFDs measure power consumption or torque and allow the user to predefine thresholds. Demand curves produce a linear relationship between power or torque and load. This allows for a consistent sensitivity versus a sloped curve when compared with the relationship between current and load. With a sloped curve, the sensitivity on each end of the curve is lost. At full load, a slight change in that load results in a drastic change in current consumption. At a lower load, a slight change has almost no effect on the current, making the detection and prevention of an under-load condition difficult (see Figure 2).
 | |
|
Remote Monitoring
Monitoring pump performance is critical. Monitoring allows customers to observe slight deviations in the typical behavior of motors or to observe undercurrent that would not be detected with standard bimetallic relays. The monitoring is typically achieved with the VFD’s onboard I/O or a communication protocol such as Modbus, Profibus or Ethernet/IP. Slight changes in a motor’s typical power or current draw can help indicate a possible blockage, intrusion in the pump (such as a rag) or possibly indicate an impending bearing failure. This becomes more significant when considering a remote pump station or lift stations. Rather than send technicians on scheduled maintenance calls, monitoring can alert end users before a failure occurs.
Energy Savings
Most pump systems are designed to meet peak operating needs. However, during normal operation, a system and the pumps within the system may only need to operate at a fraction of their full capacity or speed. As a general rule, 80 percent of the time the demand is less than 20 percent of the capacity of the system.
The affinity laws state that a pump’s power consumption changes to the cube of the speed. For example, when a pump’s speed is reduced by 20 percent, it equates to an energy usage of only 51.2 percent, or a saving of 48.8 percent.
(0.8)3 = 0.512 or 51.2 percent
Rather than mechanically limiting the flow or pressure in a system while running the motor at full speed, a VFD allows the speed to be reduced electrically to conserve energy usage.
The Case for Energy Efficiency: The Affinity Laws |
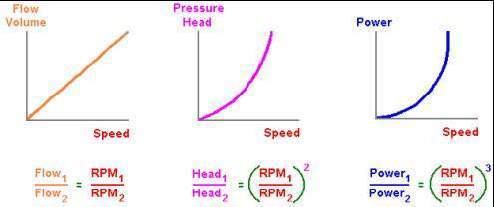
The affinity laws can determine the system performance for centrifugal devices, including theoretical load requirements and potential energy savings. The first curve in Figure 1 shows that flow varies linearly with speed. If the speed decreases to 50 percent, flow decreases to 50 percent. |
 |
| Figure 2. The affinity laws |
The second curve demonstrates that pressure or head varies as the square of speed. If the speed is decreased by 50 percent, then the pressure or head will be only 25 percent from the second curve. The third curve shows the power required for a particular flow requirement. Energy varies as the cube of speed. If the speed is set to 50 percent, then power consumption is only 12.5. The potential for energy savings occurs anytime less than peak flow is required. |
VFDs Save Energy, Increase Equipment Life
According to the Hydraulic Institute, pumps consume 5 percent of industry energy. Pumping systems account for nearly 20 percent of the world’s electrical energy usage and range from 20 to 25 percent of the energy usage in certain industrial plant operations. Maintenance and repair is a significant component of pumping system life-cycle costs. VFDs minimize wear and tear while also driving energy efficiency, which translates directly to the bottom line. This makes both processes and organizations more effective and efficient.
By matching power consumption to changing system requirements, VFDs are increasingly relied upon to provide steady, efficient power for pump applications. VFDs protect valuable motor and pump assets by minimizing power and consumption, reducing mechanical stress placed on the system, and monitoring the pumps’ health to predict maintenance needs.
VFDs are among the most technologically sophisticated methods of motor control and have benefited from years of evolution in motor starting technology. They continue to generate more economic and flexible motor control. Traditional across-the-line starters apply full voltage to motor terminals, which can sometimes generate high inrush currents, causing stress to mechanical equipment.
The latest generation of VFDs is more efficient, accurate and refined—ultimately leading to increased energy savings. New and sophisticated technologies are impacting efficiency, yielding more effectively and finely tuned VFDs. Specifically, advancements in capacitors, insulated gate bipolar transistor (IGBTs), heat management, processing power and measuring technology all enable the development of solutions to problems that were not previously available. Today’s drives control more than the motor or pump—they control themselves. Fundamentally, this means that drives are better able to deliver energy savings, improve equipment and process reliability, and protect valuable assets.
