
The Gulf of Mexico (GOM) is one of the prime areas for the production of crude oil worldwide. The number of platforms is continuously increasing, and major oil and gas discoveries continue with extensive exploration efforts. Recent hurricanes have caused production losses either by loss of wells, platforms or preventive shutdowns in affected areas, but production is on the upswing and will soon top the 2006 figure of 470 million barrels of oil and 2.9 x 109 thousand cubic feet of gas.
The main challenge for chemical injection is servicing deeper wells in shallow water, and extending service to greater ocean depths. Projects in less than 1,000 ft are shallow water projects, and deepwater projects are in more than 1,000 ft.
For gas production, the shallow water is further divided according to the true vertical depth (TVD) of the producing zones and the water depth (see Figure 1).
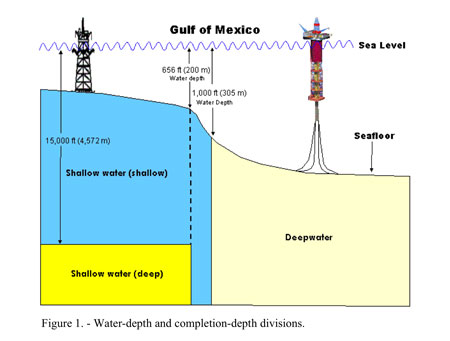 |
| Figure 1. Water depth and completion depth devisions (Source: U.S. Dept. of the Interior, MMS) |
Packaged equipment suppliers to these platforms face the challenge of controlling the danger of hydrate formation that can lead to expensive production shutdowns. The potential for hydrate formation increases with increasing pressure due to deeper wells, long tie backs causing high pressure drops and lower temperatures in deeper water.
Environmental protection in the highly sensitive GOM region is another important consideration. Avoiding the accidental discharge of production fluids and the often toxic chemicals used to treat the production fluid or gas is critically important. The equipment required to inject these chemicals are sophisticated injection packages, comprised of one or more pumps, drives, baseplates, piping, valves, control and monitoring equipment and individual or multi-compartment tanks designed to safely hold a number of different chemicals.
The ambient environment is harsh, salt-laden and corrosive. With methanol, additional hazards are created from its transportation and storage in steel tanks, which can result in the introduction of hard and abrasive rust particles that can damage pump valves.
A wide variety of chemicals must also be pumped to ensure the continuous operation of production equipment.
Case Study
A package recently supplied to the Gulf of Mexico had to handle a discharge pressure of 10,000 psig at flow rates of 1.2 to 20 gph (see Figure 2). The injection fluids are LDHI (low dosage hydrate inhibitor), paraffin inhibitor and corrosion inhibitor. To save expensive floor space, the package was built using a small footprint pump with three pump heads driven by a single 30 hp motor. The storage tank is located on a separate baseplate due to space limitations.
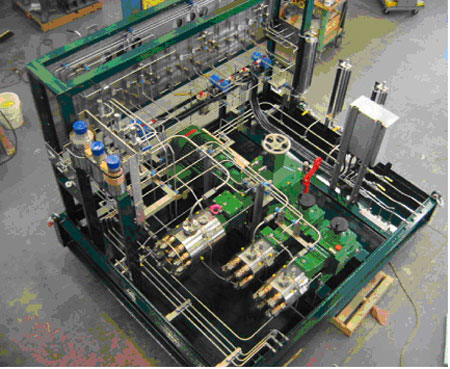
Figure 2. High pressure chemical injection package for offshore GOM.
Because of the high operating pressures, special high pressure tube and fittings were used for the discharge and part of the suction piping. All monitoring equipment was installed on a stainless steel panel, easily accessible from one side. The instrumentation control and signal wiring terminated in a SS junction box. To ensure continuous low maintenance and safe operation and avoid spills, diaphragm pump heads with metal sandwich diaphragms were used (see Figure 3).
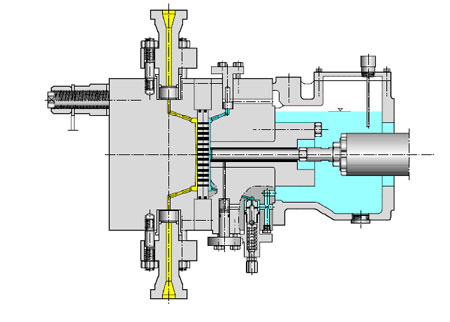
Figure 3. Diaphragm pump head
The materials used for the wetted parts of the pump head were specially selected for the application: high tensile strength pump bodies, hardened valves for the larger pump head and silicon nitride valve balls for the two smaller pump heads. Each line was protected by an integral safety relief valve in the diaphragm pump head and separate external relief valve with bypass to the corresponding storage tank.
The pump/tank package was comprised of a baseplate with severe duty paint and 316 SS tube and fittings. All baseplate lifting points required intensive testing and non-destructive examination (NDE) to allow safe lifting in conditions where high acceleration loads can occur while transporting the equipment from the supply ship to the platform in rough seas.
Offshore applications have increased risk of contamination to the chemicals injected, so 20 micron filters were installed in the suction lines to keep abrasive particles away from the suction and discharge valves of the pump heads. The flow rate of each pump head was checked using 316 SS/glass calibration pots located in the suction line of each head. Suction dampers and stabilizers ensured minimum acceleration losses in the suction line. On the high pressure side, duplex SS dampers with EPDM bladders created a smooth, even discharge flow. Finally, flowmeters with flow transmitters were installed in each discharge flow-line for monitoring and reporting to the platform control system.
Suppliers used computer-supported algorithms for checking the sizing of on-skid and off-skid (onsite) pipelines and tubing to ensure proper sizing of pulsation dampeners, flow stabilizers and resonators, so the equipment installed on a chemical injection package would work under all operating conditions. Careful consideration was given to the viscosity, specific gravity and temperature dependant vapor pressure of the chemicals injected. This allowed fast, easy start-up onsite by avoiding potential problems and cost associated with cavitation and undampened flow.
The chemicals injected by these packages-including paraffin and wax inhibitors, methanol and ethanol-are well known. LDHI is used only for specific reasons since it is more expensive than commonly used fluids. In this application, LDHI was used for two reasons. First, LDHI avoided any methanol in the stream that might harm bacteria used in certain refineries for the final treatment stage. Second, low dosage rates allowed for smaller tanks and pumps, and used less valuable platform real estate. Their injection, intermittent or continuous, is one of the most difficult and important applications offshore. In addition to being toxic, these fluids are also non-lubricating and flammable, so they eliminate seal glands and leakage. LDHI, combined with the monitored containment provided by diaphragm pumps, ensured no adverse environmental impact and reliable operation.
The pump, the heart of any chemical injection package, required special attention. Proper design made for a sound, sturdy package. One of the biggest fears of offshore operators is signaling a standby pump to start and take over for the primary pump, and having it fail to perform. In the harsh, corrosive offshore environment, this is a frequent problem for packed plunger pumps where the ambient conditions can lead to pitting of the metallic plunger by high humidity and salt spray. Diaphragm pumps are designed to avoid this problem. All moving parts of the pump head, including plunger and plunger rod, are well protected in an oil bath. This is a big advantage offshore and under adverse onshore site conditions.
Another important design feature of diaphragm pumps is their capability to withstand high suction pressures of up to 11,600 psig in operation and 6,000 psig at rest, depending on design. In many cases this avoids the requirement for expensive, time consuming shutdowns and switch-over procedures, as well as the need for additional equipment on the chemical injection packages. In some cases, the stand-by pump must be exposed to the pressurized process without any further protection.
Another important, but often overlooked, fact is that diaphragm pump heads with plastic diaphragms do not seal on the plastic diaphragm itself, but have a complete metal-to-metal seal that contains the diaphragm. Ground-in steel plunger bushings or metal piston rings for sealing larger diameter plungers are important to superior pump design. Flexible seals should not be allowed for this purpose. A properly designed diaphragm pump head remains tight and secure to the extent that there is no product leakage, even when exposed to fire. This safety feature should not be underestimated. In the Piper Alpha catastrophe, the fire was fueled by the pressurized methanol spraying from the burnt-out packing of packed plunger pumps. This would not have happened if safe diaphragm pump heads had been installed to protect the package, the platform, and even more importantly, the operating crew.
The pump crank cases, except for the largest process pump types, are splash lubricated, so no separate oil pumps or associated control and monitoring equipment are necessary. This feature further reduces the amount of electrical and mechanical equipment, wiring and controls, and subsequent testing that would otherwise be required as part of the offshore package.
The pumps used in these demanding services were designed for continuous or intermittent operation in low, medium and high pressure injection applications. Because of their low maintenance requirements, they are suitable for both manned and unmanned operation. Diaphragm service life has been proven in excess of 10,000 hours in North Sea and GOM installations. The addition of reliable and fast electronic diaphragm monitoring systems has provided a considerable increase in process safety at extreme pressure ranges. State-of-the-art machining procedures, high fatigue strength materials and laser technology have made this possible.
