
Pumps & Systems, April 2013
Archimedes invented the first centrifugal pump about 200 B.C. in Ancient Greece. Since then, pumps, centrifugal and otherwise, have had the same continuous problem—wear. One part must turn while the other remains stationary. Centrifugal pumps have changed little since then—an impeller turns and liquid is pumped in the desired direction. The first wear bushing was probably soft wood to protect the hard wood. Therefore, wear equals downtime.
New materials, sophisticated impeller angles and propulsion are the only differences in 2,200 years. Wear between the stationary and rotating components is still the main cause of downtime. It has always occurred at the interface between moving and stationary surfaces and has been an accepted, unavoidable drawback. The industry practice for pump manufacturers is to design a cheap sacrificial bushing, just like the soft wood, to abrade away and spare the more expensive shaft. To replace the shaft or the bushings requires downtime, which is the most expensive factor. Pump users need multiple pumps so that one can be taken offline for rebuild of the wear components while another is serviced. Increasing uptime is an advantage of parts molded from the new bulk molding compound.
A new, composite, bulk molding compound (BMC) does not follow the age-old maxim of reducing the coefficient of friction (CoF) between the shaft and the wear bushings as a means of reducing friction/wear. Instead, the surface contact area between the shaft and the bushing is simply reduced. Wear components are molded from the compound and filled with soft, strong fibers and round, ceramic spheres. The perfectly round and smooth ceramic spheres protrude from the surface of the molded part and only a small area of the surface of each sphere actually makes contact with the shaft instead of the entire molded bushing.
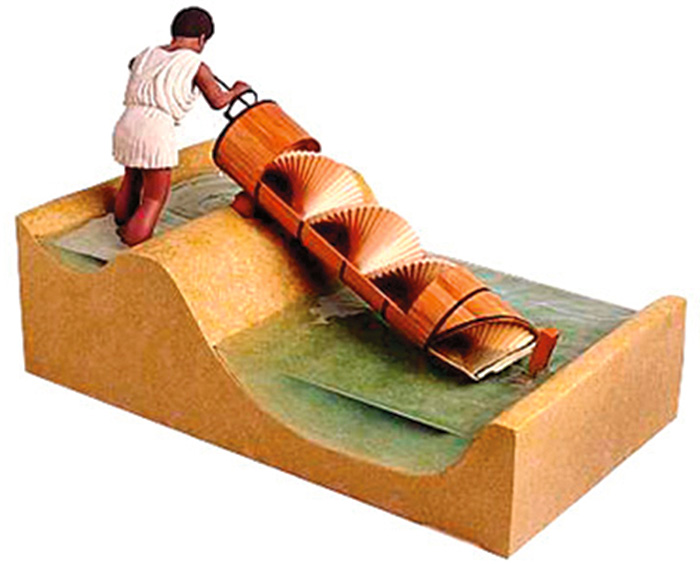
The Archimedes Screw 200 BC
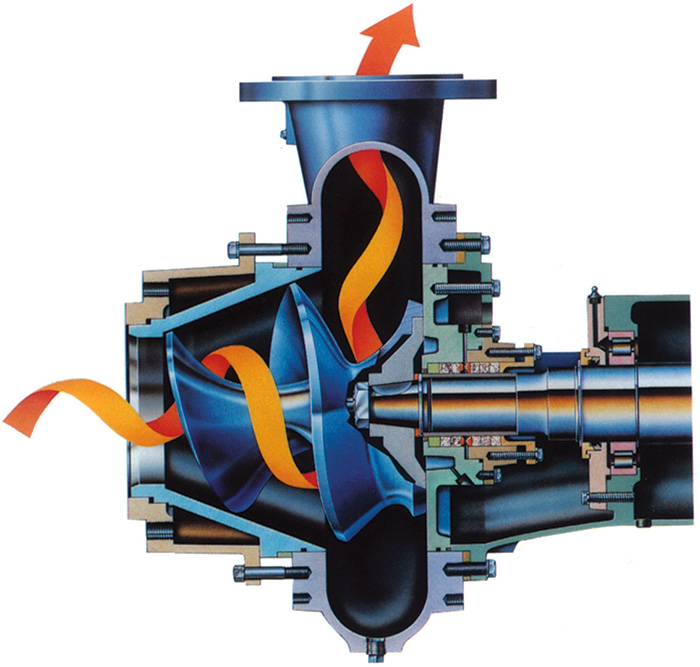
The Archimedes screw after 2,200 Years
Thermoset Resin
A thermoset resin is the key to the functionality of this new BMC because of its high glass transition temperature (Tg), chemical resistance and unsurpassed adhesion to fillers. Bushings molded from this compound made with the new resin have a typical Tg of around 250 C (482 F) with continuous use temperature in most applications of around 200 C (392 F). Excursion temperatures to 300 C (572 F) are not uncommon. In one application, a pump was returned from the field for rebuild with the epoxy paint on the outside of the housing scorched from friction heat generated internally by abuse. The rebuild manufacturer reported that the new BMC wear bushing and the shaft under the wear bushing looked like new.
As previously stated, the ceramic beads protrude from the surface of the molded part and are the only contact point between the bushing and the shaft. Just like marbles imbedded in concrete, it does not matter the CoF of concrete because the concrete does not touch the shaft. The round beads only make contact with the shaft and only at the point of intersection or the tip of the ball. These perfectly round spheres do not wear the shaft because of their shape and smoothness. The fiber reinforcement used is softer than the shaft which leaves nothing capable of inducing shaft wear. After more than three years in the field in water pump applications, neither the bushings nor the shafts have shown measurable or visible wear.
The ability of this resin to adhere to fillers is the reason Kevlar and ceramic beads can be used to hold them in place for machining. The fiber reinforcement is similar to rebar in concrete—without it there is little strength. Nothing adheres to Kevlar, according to the manufacturer, but adhesion to Kevlar was achieved with this resin that was equal to epoxy resin to glass. This is why parts molded from this composite BMC are the first long-fiber, Kevlar-filled parts that can be machined cleanly and hold tolerance (see Figure 3).
Dimensional creep with temperature is another reason that other resins do not adhere to their fillers. Adhesion and exceptionally-low creep allow the composite BMC parts to keep their fillers in place.
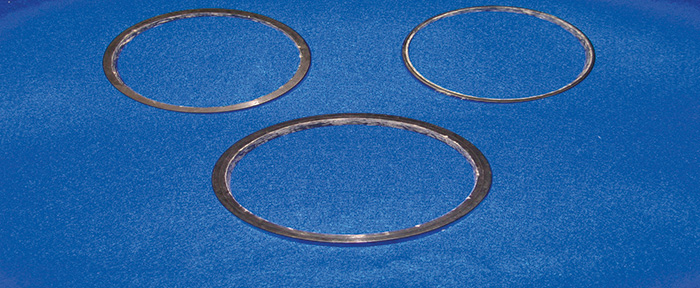
Kevlar and ceramic-filled wear bushing components machined to (+/-) 0.001 inches (0.254 millimeters)
All thermoplastics, by definition, must move with heat or creep. When creep occurs, adhesion and mechanical lock on the fillers is lost, long before dimensional stability. Most crystalline thermoplastics lose function at their Tg while thermosets retain functional strength and adhesion to fillers for excursions of 50 C to 100 C above their Tg. The Kevlar starts to fail at 180 C but recovers when cooled. As long as the base resin holds it in place, all is well. The carbon fiber is not affected by temperature in the ranges of pump operation and also conducts the heat away from the wear component. This thermal conductivity allows for higher operating temperatures by conducting the heat to the housing and out of the pump.
The other challenge of the Kevlar is strong base. This is evident in boiler applications when the boiler cleaning chemicals are added directly into the pump (against manufacturer’s guidelines), instead of downstream. Adding directly into the pump or immediately in front of it causes a concentration at the pump exponentially higher than the diluted form in which cleaner is designed to be used. This dissolves the Kevlar and leaves the equivalent of concrete without rebar. As a result, the bushing fails.
To address the boiler cleaner and temperature problems of Kevlar, a new fiber was introduced. Two fiber reinforcements are currently used with the ceramic spheres in the manufacture of the composite BMC.
The proven Kevlar and a new, soft, thermally conductive carbon fiber are combined with proprietary graphite powder, each fiber used depending on the requirements of the application. Wear components molded from the Kevlar BMC have been in the field for more than four years with no wear-related failures.
The new conductive carbon fiber and combined graphite powder version has been introduced to improve the chemical resistance over the Kevlar. This also provides thermal conductivity. The new composite BMC has passed house testing by several customers and is now being field tested.
The Kevlar parts are slightly more elastic for press fits while the carbon fiber is easier to machine. Both the Kevlar and the carbon fiber-filled molded parts offer similar physical properties. Kevlar also absorbs 7 percent water at ambient temperature. A processing mechanism was developed that reduced the water absorption of the molded part equal to glass-filled epoxy, which is the benchmark for fiber-filled compounds. Even after machining the molded part, the Kevlar does not absorb water. In the field, no indications of water absorption have been observed.
Although field tests have not been completed, it appears that the thermal conductivity of the carbon fiber will be especially valuable in higher temperature applications as the heat will pass through the molded part instead of building up with an insulating effect of normal composites.
Synopsis
Kevlar is attacked by strong bases while the carbon fiber is affected by galvanic corrosion in sea water. It appears each has challenges, but new fillers are constantly being tested in research and development. The new resin appears impervious to temperatures below 200 C. The latest effort is to test a special glass fiber combined with the ceramic spheres for sea water applications. It is known that the wear component will not wear, but it is not yet known if the new glass will wear the shaft or if the ceramic beads will maintain the needed separation and prevent wear.
The concept of using ceramic beads to reduce the surface contact area is new. The function of the molded part is totally dependent on the adhesion and dimensional stability found in the new resin. Because this BMC composite is new, addressing any failure mode is the focus. The goal is to define and recommend a product for each application and cover the widest possible temperature and chemical range with zero wear to the bushing or shaft. The resin seems to adhere to everything, so fillers that were never successfully used, such as Kevlar, can now be tested. Adhesion to polytetrafluoroethylene (PTFE) has even been successful.
As soon as any wear with the Kevlar parts in the water pumps is found, those limitations will be known. P&S
