
I have seen, and I am sure you have too, countless examples of installed pumps that are poor hydraulic fits. These selection mistakes are called off-design pump selections, bad actors, misapplied pumps, etc. We are all familiar with these pumps because they live in our repair shops and require inordinate amounts of time and care.
After much anguish and frustration, someone always asks the inevitable question: How did this pump ever make it into our plant? There are many reasons why these dubious selections make it into the field, including:
1. The pump supplier did not have a good hydraulic fit to offer, so he offered what he had available.
2. The user badly missed the actual flow requirements, so the pump manufacturer cannot be blamed.
3. More costly options were not considered, such as multistage or lower speed designs, as a means to keep initial capital costs down.
For example: Due to a low NPSHa specification, a pump supplier chose to bid a 3600-rpm pump that must operate well below its best efficiency point in order to keep the NSPHr low - instead of considering an 1800-rpm option. This selection "trick" places the pump between a rock and a hard place - dooming the pump to operate at low flow conditions forever! At lower flows, the pump will become unstable. At higher flows, the pump will cavitate.
Remember that there are usually at least four parties involved in the pump selection process: the process engineer, the project engineer, the rotating equipment engineer, and the pump supplier. Each party has a different point of view and different objectives.
In no particular order, I will briefly outline how each team member views pump selection:
The process engineer always wants to ensure the pump meets his or her process requirements, so he or she will typically add a safety margin to the flow and NPSHa specifications. These safety margins usually move the actual operating point away from the pump's best efficiency point and increase the pump's required suction specific speed. There is also some concern about energy efficiency, but this is usually secondary to ensuring the process requirements are satisfied.
The pump supplier wants to sell you the lowest cost pump possible so that he or she is the lowest bidder. If cost was no object, he would want to sell you the most expensive pump he has. But this is not the case. Due to extreme bidding competition, the pump supplier's goal is to bid the cheapest pump that meets your technical requirements and the manufacturer's selection guidelines.
The project engineer wants the least expensive pump that meets his design requirements. This means his or her objectives closely match those of the pump suppliers. However, by soliciting competitive bids from several pump suppliers, the project engineer guarantees he or she will obtain the lowest cost pump for the provided technical specifications
The rotating equipment engineer wants his or her pump to be as reliable as possible. He does not want to spend his nights and weekends fixing or worrying about this pump. Experience has taught him or her to:
1. Always select a healthy NPSH margin to protect the pump during process upsets.
2. Always select pumps with a suction specific speed (Nss) less than 11000 - better yet would be an Nss<9000.
3. Always select the slowest viable pump speed to ensure long-term mechanical reliability, i.e. operation at 1800-rpm is always better than operation at 3600-rpm. However, this is always a difficult sell. Slower always means more expensive, since slower pumps are larger, hence requiring more metal to construct, leading to the great chasm of pump selection. The project people like 3600-rpm pumps because of their lower cost, and the rotating equipment engineers like 1800-rpm pumps because of their improved reliability.
4. Always try and operate pumps above 70 percent to 80 percent of their best efficiency point (BEP).
All these requirements come with a price - one that the other selection team members may not think is justified. This is what makes the pump selection process fun!
Where does this put the rotating equipment engineer? He is placed into a debate of one against three - with the rotating equipment engineer having the least control over the final outcome. He has no money. He only has decision rights if empowered by his or her organization. This should not be considered a power struggle, but a collaborative selection process with the long-term benefits of the organization in mind.
I personally consider a pump selection a win-win if it represents the lowest cost of ownership over the project's life. What does this mean? It means if you add up the cost of the pump, installation costs, energy costs over its lifetime, repair costs, and cost of unreliability for all pumps considered, the pump selected should be the least expensive to own. If it is not, then the team failed to do its job.
But there is a catch in this reasoning. You only get to consider the pumps that are quoted. So you ask: How can I consider pumps that are not quoted? You cannot, but you can influence the types of pumps that are quoted - and I will show you how.
Pumps & Systems' new website PumpCalcs.com offers users an Expert Calculator that takes typical pump specifications and provides key hydraulic parameters that are useful in the pump selection process. By simply inputting flow, pressures, rpm, specific gravity, number of stages, number of suction eyes, NPSHa, and desired NPSH margin, the Expert Calculator will return the specific speed (Ns) and suction specific speed (Nss) for an ideal pump (See Figure 1).

If you were a pump designer charged with the task of designing a pump that would operate at its BEP for the inputted conditions, you can use the Expert Calculator to determine what an ideal pump would look like before it was actually bid.
Here's a typical example that demonstrates how the calculator can be used:
The output from the example analysis shown in Figure 1 tells you that a single stage pump, operating at 3580-rpm, with one suction eye, will require an impeller with an Ns of 503 (radial vane impeller design) and Nss of 14,235. (The worksheet also estimates impeller diameter.) You quickly realize the Nss here is much too high. You can try the analysis again at 1780-rpm to lower the Nss value. The Ns value of 503 suggests you can only realistically achieve a hydraulic efficiency of about 64 percent (at BEP). If you consider this too low, you can increase the number of stages until the Ns reaches the range between 1500 and 2500, where hydraulic efficiency peaks.
The estimated efficiency values are extracted from the graph similar to the one found in Figure 2. You simply look up expected hydraulic efficiency based on Ns and the rated flowrate. The estimated efficiency can be determined by first finding the specific speed calculated by the Expert Calculator along the horizontal axis, traveling up until the rated flow curve is found and then moving horizontally until you reach the vertical axis. For example, a pump with a specific speed of 1000, flowing 1000-gpm will have an efficiency of about 75 percent. Once you input the value of expected efficiency the required brake horsepower is calculated.
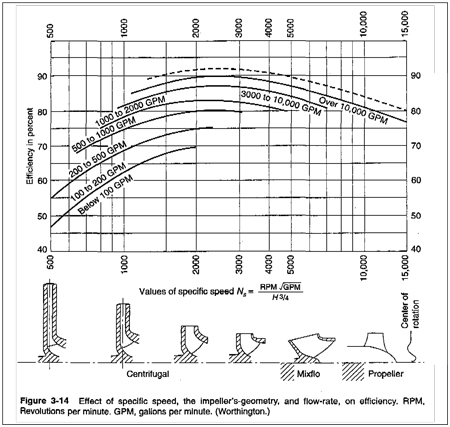
Figure 2. Efficiency vs. Specific Speed
Figure 3 shows the results of the same process requirements examined at 1780-rpm.

Figure 3: 1780-rpm Pump Analysis Example
Notice that the Nss drops to an acceptable 7078 for a 10-stage design and that the Ns rises to 1405 (somewhere between a Radial vane and a Francis vane impeller design) for an expected efficiency of 79 percent (at BEP). This efficiency improvement represents a horsepower savings of about 30.7-hp, or a 23.4 percent reduction in energy costs over the pump's lifetime. (Note: At an electrical rate of $0.08/Kwh and inflation rate of 3 percent, this equates to an annual savings of $16,000, and $234,000 over a 20-year pump life.)
This simple calculator enables you to predict what an ideal pump would look like and quickly determine what the critical input parameters are. If the Nss value is too high, consider slowing the pump down to see if you can drop it into acceptable range. If your Ns value is too low, simply add stages to raise the value into a range where the efficiency is tolerable.
Armed with this simple tool, you can talk to the process engineer to determine if the tower or liquid control level can be raised to improve the NPSHa, or if the pump control valve pressure drop can be lowered slightly to eliminate the need for an extra stage. You can also use this worksheet to sell the merits of lower speed operation to the project engineer. This worksheet won't solve all your problems, but it will allow you to think more like a pump designer before going out for quotations. Pre-selecting the type of pump you would like will make the pump selection process more efficient and less frustrating.
Our biggest pump selection challenge is fighting the centrifugal pump paradigm. When you mention a centrifugal pump in a process setting, we usually think of a single stage, end suction pump, operating at 3600- rpm. Why is this? Because this design requires only one mechanical seal and usually has the lower purchase price when compared to an 1800-rpm design. However, 3600-rpm pumps can come with a price in the form of less process flexibility or mechanical unreliability. They usually require either higher NPSHa values or higher Nss impeller designs. The adverse effects of higher Nss designs were well documented in the 1980s. This led to stricter guidelines for Nss values. Now that most pump manufacturers limit their Nss designs to less than 11,000, flow instability problems are becoming less common. Now 3600-rpm pumps are considered the norm.
This should not mean we have to always consider single stage pumps, even though the people controlling the money like their economic benefits. I challenge you to use the pump analysis worksheet to explore the many viable hydraulic choices before narrowing down your selection field.
Caution: do not work in a vacuum. Today, employers highly regard employees that work well in team settings. We all need to work together and pull together - hopefully all in the same direction. I am hoping this pump analysis calculator will enlighten and encourage readers to better understand their pumps and select their pumps for the right reason. By thinking like a pump designer you will be better equipped to:
- Develop better pump specification.
- Talk to the suppliers of your pumps with the goal of improved pump selection.
To use this Expert Calculator, 1. Go to pump-zone.com. 2. Click on the PumpCalcs.com link. 3. On the PumpCalcs home page, look on the lower right-hand side of the page and find the "Expert Calculators" column. Clink on the "Centrifugal pump analysis" link in that column. |
Let me know what you think about this pump evaluation tool. While you're there, look around the site and familiarize yourself with the other useful analysis tools that are available.
References:
1. Yedidiah, S., Centrifugal Pump User's Guidebook, 1996.
2. Lobanoff, V.S. and Ross, R.R., Centrifugal Pumps: Design and Application, second edition, 1992.
Robert Perez is the website editor for PumpCalcs.com. He has over 25 years of rotating equipment experience in the petrochemical industry and holds a BSME from Texas A&M University in College Station, a MSME degree from the University of Texas at Austin, and a Texas PE license. Mr. Perez is also an adjunct professor at Texas A&M University-Corpus Christi, where he teaches the Engineering Technology Rotating Equipment course.
| Editor's Note: To read an exclusive on the 10 Ways to Select a Happy Pump, click here. |
