
Main oil pump hydraulic geometry was the root cause of numerous false turbine/generator overspeed trips.
Troubleshooting rotating equipment failures and improving reliability is a process of elimination. The process of elimination should strip away the layers of possible contributors until the true root cause can be identified and corrected. Rarely does an opportunity arises that allows for taking incremental steps to solve a problem.
In the case study below, the symptom was addressed, and the solution provided manageable results, which meant that forced plant outages were stopped. However, it still required a plant shutdown every 12 to 18 months to replace the unreliable but improved component.
This was a manageable process until five years later, when forced outages began to occur again. This reoccurrence required a re-examination of the failures and, ultimately, led to finding the root cause of the problem.
The Initial Solution
A Southern Company plant has four 818-megawatt electrical plants with identical General Electric (GE) turbine generator units. In November 1990, Unit 1 had a forced outage due to a false trip of the overspeed governor during normal operation. The same failure and forced outage occurred on Unit 4 in August 1993 and again on Unit 1 in November 1993. In October 1993 and April 1994, the overspeed trip mechanisms were inspected on Unit 2 and 3 respectively. In each case, severe wear was detected in the bushing and spindle areas, and the overspeed trip mechanisms were replaced.
The original failures seemed to be related to excessive overspeed guide bushing wear. It was thought that either the overspeed guide bushings wore and placed undue stresses on the spindle threads causing them to fail, or the trip ring became unsupported and allowed contact with the mechanical trip linkage.
While the source, or root cause, for the wear was not identified, GE addressed the excessive bushing wear by upgrading the material to a more durable “Chemloy,” a Teflon-based material with 5 percent Mo52 and 15 percent glass fiber. The material upgrade was made on all four units in 1994 and provided some improved life of the overspeed trip device, but significant bushing wear still occurred. The overspeed trip devices were placed on a schedule to be inspected/replaced every 12 to 18 months, and the forced outages were eliminated until January 1997.
Reoccurrence of the Problem
In January 1997, Unit 4 had a forced outage due to a false overspeed trip. This occurred three months after a scheduled maintenance outage in which the turbine overspeed trip device had been replaced. The failed overspeed speed device had been rebuilt by a company other than GE, and the quality of that rebuild was brought into question.
A new overspeed trip device rebuilt by GE was installed and carefully inspected for quality. Then 13 months later, another false overspeed trip occurred on Unit 4. After this failure, the decision was made to measure Unit 4's and Unit 1's control rotor vibration and compare the results. The vibration data revealed 10 times greater vibration amplitudes at six times the running speed on Unit 4's control rotor than on Unit 1's.
The Investigation
The overspeed trip device was located on the end of the control rotor stub shaft. The supporting sleeve was screwed on the end of the control rotor stub shaft and was encircled by the ring assembly. The ring ran concentric with the shaft but was dynamically unbalanced, and the weight of the moving parts was distributed so that their center of gravity lay about 0.220 inches from the center of rotation in the tripping direction of the ring.
The centrifugal force of the ring assembly, due to this unbalance, was counteracted by the force of a compressed helical spring. When the speed increased, this centrifugal force overcame the spring's force. The ring moved out and struck the trip finger of the mechanical trip linkage.
Attached to the front of the overspeed trip device was the spur gear, which served three functions:
• A coupling for the quill shaft to the permanent magnet generator (PMG)
• A balance point for the control rotor
• An oil channel for the oil trip test feature
In an effort to determine the cause of the vibration, a detailed review of the Unit 4 1996 outage report was performed. The review revealed that the steady bearing and overspeed governor had been replaced without the necessary testing to determine if the components were assembled within specifications.
As a result of the 1998 failure, a detailed analysis of the Unit 4 front standard was performed during the subsequent outage to determine the cause of the high vibration. The outage investigation resulted in the following findings, modifications and corrective actions:
• The spur gear was bent and prevented centering on the overspeed trip device.
• The insulated spacer between the overspeed and spur gear was 0.008 thicker on one side than the other and caused the spur gear to be cocked on the overspeed trip device.
• The spur gear's soft-fit design allowed movement, which changed the balance point of the control rotor and caused vibration.
• The overspeed governor was not tight enough on the control rotor and was seated against the uneven surface of the locking ring, causing it to be cocked on the control rotor.
• The steady bearing had sealant on the face preventing slip.
• The steady bearing force movement check was not completed, and no policy was in place to require that one be performed.
• Runout checks were not completed, and no policy was in place to require that one be performed.
• Policies and procedures were put in place requiring that a steady bearing force movement check, runout checks and alignment should be performed after all front standard work is completed.
• The PMG, quill shaft and spur gear were removed. The spur gear was replaced with an oil collector with a rabbet to prevent movement.
• The control rotor was balanced with the governor assembly attached.
• Final runout checks were completed, and personnel verified that all the checks were within specifications.
• A force movement check was completed, and personnel verified that both were within specifications.
• Proximity probes were installed on the control rotors and a monthly vibration monitoring program for the front standard control shaft was established.
• The overspeed trip point was reduced from 113 percent of rated speed to 110 percent.
 |
| Figure 1. New design after Unit 4's detailed analysis |
After the outage vibration readings were taken on the control rotor to verify that the revisions made solved the six-times vibration problem, however the vibration readings showed it was four times greater than before the outage work was performed. A reasonable conclusion was that the vibration change was in response to a natural frequency. Then the search began to find a structural, natural frequency. However, after extensive tests, a structural natural frequency could not be found.
The control rotor in question was the turbine/generator oil pump shaft being driven on the end of the turbine/generator shaft. The oil pump impeller had six vanes, and it was discovered that the pump casing had been welded and repaired during the outage due to erosion damage on the visible side of the volute tongue.
A primary source for high vane pass vibration in a pump would be a tight or insufficient Gap B. Gap B refers to the distance between the impeller vane exit and the diffuser/volute vane inlet and is normally expressed as the percent of the impeller's diameter. A tight Gap B results in shock waves or pressure pulses that are generated each time an impeller vane passes the volute tongue. These shock waves can cause cavitation/erosion damage typical of the ones weld-repaired during the outage.
The shock waves and pressure pulsations can be so great that the volute tongue and/or shafts can fail in fatigue, the impeller-side plates can break, or the pump flow control systems may become unstable. A typical Gap B ranges from 6 to 8 percent in volute-style pumps, and many installations require 12 to 15 percent to reduce the vane pass vibration amplitudes to acceptable levels.
The case and impeller were measured, and the measurements revealed that the Unit 4 oil pump Gap B was only 3.5 percent. Unit 4's Gap B was opened to 8.5 percent, and the vibration dropped from 1.6 inches per second to 0.43 inches per second.
After final opening, Unit 4's Gap B was 12 percent with resultant vibration amplitudes of less than 0.14 inches per second. All the oil pumps on the four units were modified by the end of 2001. Since that date, no forced outages have occurred due to a false overspeed governor trip during normal operation, and none of the overspeed trip devices have required replacement.
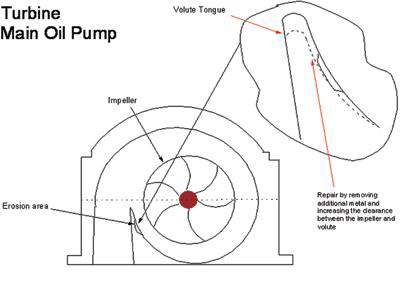 |
| Figure 2. Clearance for the impeller was improved by removing additional metal. |
As the pump cases on each unit were examined and modified, it was apparent that the equipment manufacturer for the pump case placed no control on the final configuration of the volute vane. The configurations were not the same in any of the cases. Several of the cases had the volute vanes cut to a diameter but no finished to provide a proper and consistent profile.
Conclusion
The initial focus on the overspeed trip device, installation procedures and practices resulted in a robust unit. However, increasing Gap B to 12 percent minimized the vibration amplitudes that were having the most significant effect on the reliability of the overspeed trip device.
Millions of dollars have been saved as a result of this solution, including:
• An average cost of $15,000 per trip device
• $50,000 labor per replacement
• No lost electrical generation
The solution may have taken 11 years to accomplish, but today, only a few remember the weekends and nights required to get a unit back online following a false trip of the overspeed governor.
Pumps & Systems, December 2010
