
Pumps & Systems, April 2013
A high-quality pump repair program should be designed to standardize repair technique, reduce the risk of improper repair and drive continuous learning from errors to eliminate expensive repetitive equipment failures. This article discusses the actions taken by a refinery team to improve its repair program.
Repair Process Review
Within any industrial environment, having out-of-service equipment introduces operational risk. To minimize failed equipment, an internal shop or vendor shop must conduct high-quality repairs that make the long runs at an acceptable cost. About three years ago, a refinery team began a journey to improve the quality of repairs within its facility. The team conducted a refinery-wide survey to determine how the team’s customers viewed its repair capabilities.
The team found inconsistency and confusion within its processes. Work was not efficient, and quality was almost impossible to measure because of this inconsistency.
It was not clear who within the organization was responsible for the repair. No standard receiving process was in place. The team had no guidelines to determine how the work was assigned. There was no consistent process for deciding what would be completed using internal resources and which jobs should be sent to vendor shops. Even worse, mechanics had no consistent, day-to-day repair standards.
The team’s customers were frustrated with the lack of updates regarding critical repairs. They also voiced that the duration of repairs was too long. While the work was being completed, the process could and should be improved.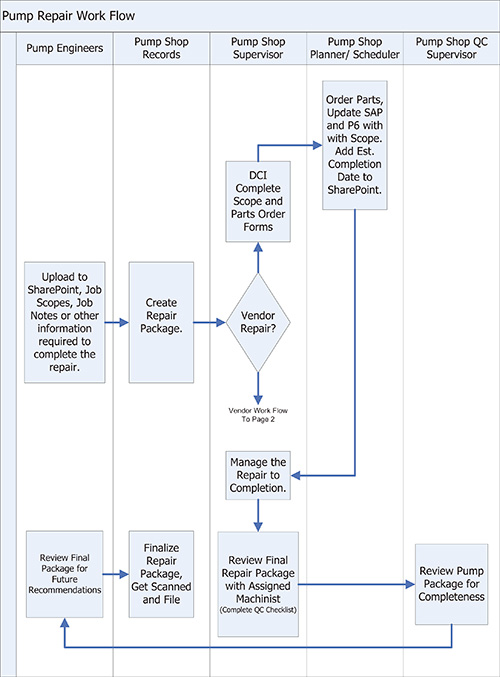
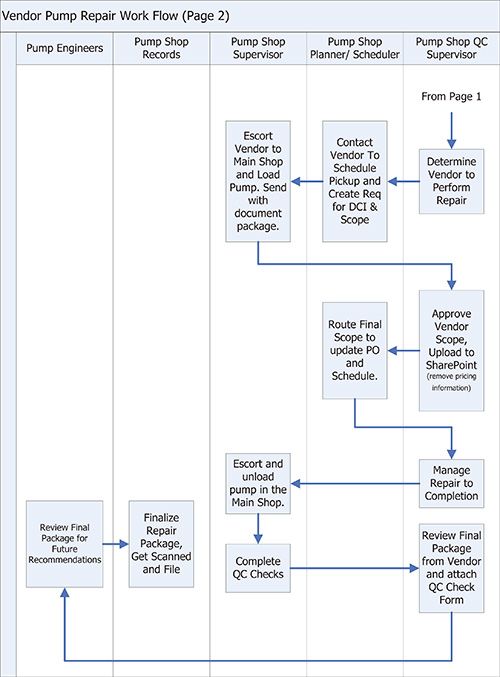
Figure 1. Pump shop work flow
Process Management
After determining the equipment’s current condition, the team began the improvement journey by stating, on paper, the vision of how work should flow through the shops (see Figure 1). Team members established that every pump overhaul within the refinery must be managed by the main shop. If resources were not available, the main shop would be responsible for the repair and manage it through a vendor facility. This provided one point of contact to all support vendors and the team’s internal customers. They only had to contact one person for a decision versus multiple individuals, with varying levels of repair experience, to approve scopes and quotes.
Status
With the owner of the repair identified, the team had to implement a system to notify operating units (customers) of the status of their repairs. By chance, at the same time, the refinery was standardizing its departmental websites. The team decided to use the standardization project to create an internal site for its main shop.
This site is available anytime to internal personnel with intranet access. In the past, a status update email was circulated weekly, but the distribution was limited. With the internal site, anyone may review a repair’s status at any time.
This site also included the functionality to manage repair scopes and information from engineering. Before implementation of the site, engineering would email job scopes for items to be corrected during a repair. This became cumbersome to manage for the shops. With the intranet site, engineering creates a new item to notify the shops of the work and uploads information necessary to complete the repair. The team aligned the site to match its process flow (see Figure 1).
To track the status of each repair, the team developed categories. They are:
- Pending—The equipment and information is uploaded to the website, but the equipment has not arrived to the main shop.
- On Hold—The equipment is onsite in the main shop, and the main shop has taken ownership. However, it is awaiting resources for inspection, Step 3. To show this transfer of ownership from the field to the main shops, the team implemented a Receiving Checklist. On this checklist, a team member verifies that the equipment was properly cleaned, that a Material Safety Data Sheet (MSDS) is attached to the equipment and all the information required for the repair has been delivered to the main shop. The form has a receipt that is provided to the field personnel who delivered the equipment. The main shop uses this form to assemble the required repair documentation.
- Perform Disassemble, Clean and Inspect—The equipment is being evaluated by a mechanic. This is the step in which a detailed inspection is completed by the mechanic. The repair scope is determined to complete the overhaul.
- Waiting on Parts—In the event that a long lead part is necessary, this category is selected by the planner. For example, an impeller that is not in stock may take six to eight weeks to procure.
- Working—The scope and estimate are complete. All parts are onsite, and the pump is being worked to completion.
- Vendor Shop—In the event that internal resources are not available, the pump is shipped to a vendor facility for repair. This category shows a customer that the pump has been sent offsite to execute the work.
- Ready for Pickup—All work is complete, and the pump is ready to be picked up by the field personnel. Equipment cannot proceed to this category until it has passed a quality inspection completed by shop personnel. To facilitate this task, the team developed a 10-step checklist. Every repair must successfully pass this checklist for quality assurance, regardless of whether internal or vendor resources executed the repair (see Figure 2). The team’s goal is that zero pieces of equipment leave its possession with a quality issue. At the bottom of this form, a signature transfers ownership of the equipment back to field personnel for installation and work completion.
- Complete—The pump has left the main shop’s possession and is now archived to history.
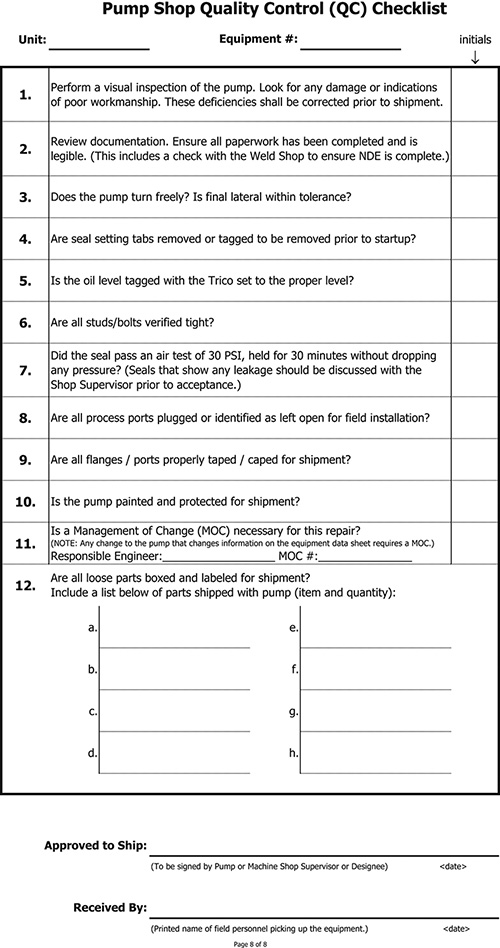
Figure 2. 10-step repair checklist
Quality Improvement
With ownership established and status updates standardized, the team moved to improving the quality of its repairs. It implemented repair standards for internal and vendor work. Ensuring that no matter who performs the repair, clearances are known and repeatable was critical to the process. The first question after a failure should not be “Who worked on this equipment?” It should be “Where did the team’s standards or procedures breakdown to allow this failure?”
In an instance such as this, the team developed a process to manage how to learn from quality failures. It created a formal action to review the events leading up to a failure. Each failure of quality control is given a number and logged in a tracking spreadsheet. A team member identifies the root causes of the failure and modifies the standards or procedures that were not adequate to complete the repairs. After this modification, the personnel who executed the work on the failed equipment was retrained and informed of the error/failure to prevent future occurrences. Also, to provide assurance to its customers, the team communicated the cause of the failure and the resulting corrective actions to them. Completing this final communication to the customer is critical to build confidence that the shop is always striving to provide the best quality.
In addition to standards and procedures, team leaders reviewed all its equipment inspection documents (also known as the repair package). They challenged themselves to identify critical dimensional checks and eliminated unnecessary or redundant steps that often frustrated the personnel executing the work.
The order of the inspection requirements on the form were optimized by engaging the mechanics tasked with completing the inspection/assembly documents. By engaging them, the team has achieved near 100 percent completion of all forms. This level of completion gives the team and its customers confidence that any equipment repair executed by the shop is ready to operate. On occasion, equipment was thought to have post-repair issues upon installation. Through documentation review, team members found other items that caused the deficiency. By having the documentation, team members convinced field personnel that removing the equipment for additional inspection was not necessary. In the past, the equipment would be removed and inspected to find that no problems existed. By improving the confidence of correct repair through accurate documentation, the customers’ overall confidence and, ultimately, their maintenance budgets have been improved.
Implementation & Success
Along the improvement journey, the repair team implemented many processes and procedures to improve the quality of repairs at the refinery. This high-level overview resulted in standardized repair techniques and management processes; reduced risk of improper repair; continuous learning from errors, eliminating expensive, repetitive equipment failures; customer confidence that will function as intended. P&S
