
Q. What are bearing isolators and how are they used?
A. Bearing isolators are composed of both a stationary and a rotating component that act in concert to retain lubricant and exclude contaminants from the bearing housing. Since bearing isolators have an infinite life and do not consume power, they are usually preferred over contact seals unless there is a specific requirement to retain a static level, head or pressure differential.
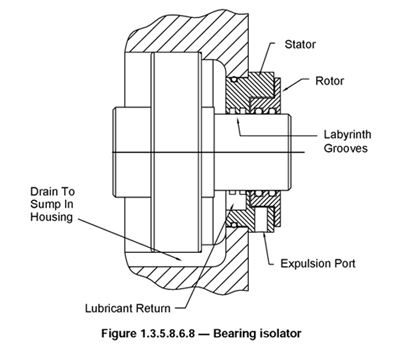
Bearing isolators typically use a labyrinth pattern in the stator to retain lubricant in the housing. The rotor turns with the shaft and together with the stator form a difficult path for contaminants. Contaminants that manage to get between the rotor and stator are collected and expelled through an expulsion port by a combination of centrifugal force and gravity drain. Figure 1.3.5.8.6.8 shows a typical design.
Q. What are the recommendations for monitoring pressure in rotodynamic pumps?
A. Pump pressures may be monitored for at least two reasons. The pump or seal static pressure can be monitored to guard against an over pressurization of the casing that may cause the casing joint seal or mechanical seal to leak. Pressure may also be monitored as an indication of the operating point of the pump on the performance curve when operating speed and fluid density (or specific gravity) are known.
Monitoring for pump performance is normally accomplished by using a pressure gauge or a pressure transducer. When monitoring pressure for hydraulic performance, both the discharge pressure and the suction pressure must be monitored or a differential pressure device can be used. Follow HI Standards ANSI/HI 1.6 Rotodynamic (Centrifugal) Pump Tests or ANSI/HI 2.6 Rotodynamic (Vertical) Pump Tests for tap location and design. Mounting gauges at other locations and/or with other tap designs will provide data that can be trended but may have a very poor correlation to the manufacturer's published performance curve. This discrepancy is because of flow distortion and/or additional piping losses at the entrance and exit of the pump.
The mounting location of a gauge used to measure the hydrostatic pressure of a pump is less critical and should be on the discharge side of the pump before any valve. Mounting pressure gauges in the seal cavity of a pump should be discussed with the pump manufacturer to prevent disturbances in the flow field and/or formation of a collection point for debris.
A pressure gaugeshould be mounted to a seal pressure reservoir only after consulting with the reservoir manufacturer. If a pump is being used on the seal flush system to circulate the fluid through the seal cavity, the pressure gauge should be mounted between the discharge of the circulation pump and the seal cavity.
Q. Is the NPSH test for reciprocating pumps the same as for rotodynamic (centrifugal) pumps?
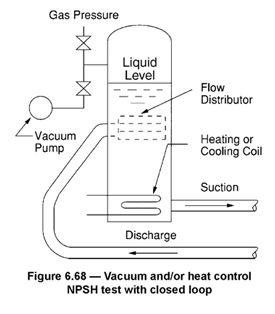
A. For reciprocating pumps, the determining factor for NPSH is a reduction in the rate of flow. The NPSH test should be performed at constant differential pressure (specified pressure unless limited by available power) and speed while measuring rate of flow at different values of the NPSH available. The NPSHA should be incrementally reduced until the rate of flow loss reaches 3 percent.
The setup for testing should be in accordance with Figure 6.68.
When in service, the pump must be operated above the NPSHR if pitting, noise, vibration unstable operation and even mechanical failure are to be avoided. The margin of operating NPSHA above NPSHR depends upon the particular pump, liquid and installation.
During the test, caution must be taken to avoid operation in deep cavitation. If that should occur with suction the valve throttling, the discharge valve should be opened to release the pump load simultaneously with the opening of the suction throttle valve.
Additional details for testing reciprocating pumps are provided in Reciprocating Pump Tests, ANSI/HI 6.6-2000.
Pump FAQs® is produced by the Hydraulic Institute (HI) as a service to pump users, contractors, distributors, reps and OEMs as a means of ensuring a healthy dialogue on subjects of common technical concern.
HI standards are adopted in the public interest and are designed to help eliminate misunderstandings between the manufacturer, the purchaser and/or the user and to assist the purchaser in selecting and obtaining the proper product for a particular need.
As an ANSI approved standards developing organization, the HI process of developing new standards or updating current standards requires balanced input from all members of the pump community.
Pumps & Systems, September 2011
