
Pumps & Systems, July 2013
Large pump packages allow for a high hydrodynamic power output, a high overall efficiency and reasonable costs. Several different factors have affected the evolution of large pump packaging for industrial plants. Some of these include:
- Pump capacity and power density increases
- Tighter health, safety and environmental (HSE) standards, expectations and regulations
- Higher expected reliability and availability
- More compact package design
- High expectations for easy access and ease of operation and maintenance
Large modern plants and new generations of small-scale units present challenges to pump packaging. There is renewed interest in small scale plants in different parts of the world, particularly in some developing countries. The packaging of a pump for a small-scale plant should help minimize the equipment/item count (and process steps) to optimize capital costs and the footprint, while obtaining the highest possible efficiency and reliability.
On the other hand, some new, large plants present different challenges. In some industrial sectors, the throughput per train has multiplied by a factor of about 5 to 10, and the overall efficiencies of pump packages have increased. At the same time, the duration of construction and commissioning of plants has decreased, which means more modular works and prefabrication for large and complex pump packages. Deep integration and the modular design are keys for success in modern pump packaging.
The large pump skid market is unlike other markets, and the large pump market is dynamic. Packaged systems should include certain components, equipment and capabilities to operate successfully. The pumps, variable speed drives, adherence to specific standards and an appropriate oil lubrication system should all be carefully considered when selecting or designing a packaged system.

An example of an engine-driven packaged pump system
The Pumps
Industrial pumps range from small pumps (below 10 kilowatts at an installed cost of nearly $100 to $700 per kilowatt) to pumps rated above 5 megawatts at a cost of $25 to $300 per kilowatt. A two-bearing design is preferred in single-shaft pumps. Three-bearing solutions could cause problems—such as misalignment because of the center bearing—but they could be options for very large single-shaft pumps (rarely used except for some special applications).
For axial pumps, some problems can occur if the number of blades changes greatly between stages. Some specifications have allowed for the slight rubbing of rotating parts. This is not a popular option for operators. Excessive rubbing is always unacceptable.
More flexibility is required for modern plants. Operational and production flexibilities, variation in production volume and flexibility in production grade/quality are important. In many applications, the tendency is for industrial units to increase part-load operation capabilities (a wider part-load range with the performance and operation quality comparable to the full-load service).
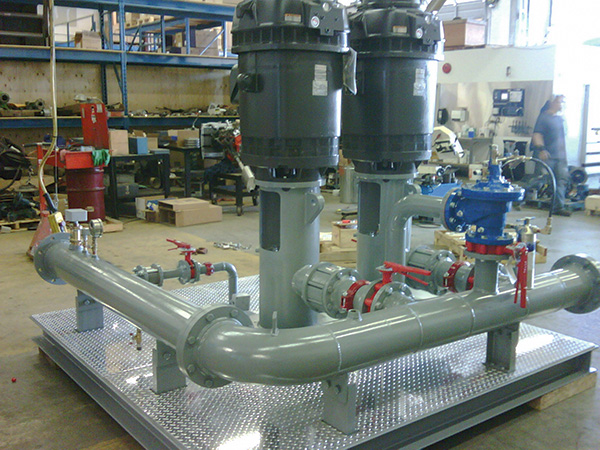
An example of a vertical pump skid that contains two large vertical pumps
Variable Speed
VSD, electric-motor-driven centrifugal pumps are ideal choices for many pump applications. High efficiency is one important issue that encourages the use of pumps with VSDs. A pump’s initial cost is about 20 percent of its total life-cycle cost. The operational and maintenance costs are approximately 19 percent of the total life-cycle cost. The cost of power to run the pumps is about 61 percent of the total life-cycle cost, which indicates the critical role of the pump efficiency.
While pump system energy efficiency has made significant progress during the past 40 years, this can mainly be attributed to VSD systems and a better integration of pumps in modern industrial plants. VSDs and proper integration can account for a significant part of the overall efficiency improvement of pump packages during the last four decades.
Standards and Requirements
Standards for pumps and pump auxiliaries (for example, API 610, ANSI, and others) are the minimum requirements for specified applications in each code. However, some requirements that could be beneficial to an application are only listed as optional in pump-related codes. In many instances, simply following all the stated requirements (mandatory and optional requirements) for the pump packaging is sufficient. However, some applications would benefit from packaged pump suppliers looking beyond the pump codes to achieve a higher level of performance and reliability. End users should follow these guidelines regarding pump codes:
- Codes are usually updated every 5 to 10 years. Recent technologies, innovative designs, latest observations or new experiences need several years to be accepted by a code task force teams and incorporated into codes.
- Groups working on codes and standards should include representatives from different groups and vendors and team members with different backgrounds and goals. The main focus of pump codes are not always the best performance and reliability for the operators, but usually the final or agreed upon specification is an optimized (compromised) requirement.

An example of large vertical pump installation in an industrial plant
Optimization and Ease of Maintenance
When a system is packaged, the arrangement should allow for system optimization and minimized maintenance. All auxiliary pumps (including lubrication pumps) should be easy to align. Attention should be given to the lubrication system. Oil suction pipes should be arranged to provide a positive suction head on oil pumps, with a slope toward the pump. All the pumps’ materials of construction should be chosen carefully. Cast iron casing is not desirable for any auxiliary system equipment/machinery in a packaged system. Because cast iron is brittle, it can fail quickly in emergency situations, particularly in the case of fire.
Generally, an auxiliary skid system should be balanced among performance, reliability, easy access, maintenance requirements and a compact design. The Tubular Exchanger Manufacturers Association C shell & tube heat exchangers (with removable bundles) are often used in auxiliary systems (including lubrication oil skids). The water is on the tube side, and the lubrication oil on the shell side. The oil pressure should be more than the cooling water pressure to avoid water leaking in the oil if an unexpected problem occurs. Plate type heat exchangers are not popular (except for revamp projects with limited available footprints). Tubular heat exchangers are often used for small packages.
Lubrication Oil
Maintaining the lubrication system in packaged systems is critical for successful operation. Pump oils are subjected to a wide range of harsh conditions, such as:
- Extreme temperatures (in hot or cold applications)
- High contamination
- Inadvertent mixing with other substances
The effects of these harsh conditions can degrade the integrity of oil base stock and deplete the additive chemistries, causing irreversible molecular changes. Most centrifugal pump trains use a relatively low-viscosity oil compared to gear units and reciprocating pumps (for example, ISO VG 32 or ISO VG 46). This reduces the power waste for the operation of centrifugal pumps. The typical expectation is relatively low makeup oil for centrifugal pump lubrication oil (below 4 percent per year). This factor encourages high-quality, long-life lubricant applications for a modern pump.
If the oil in a pump train (without a gear unit) is selected properly and maintained correctly, it usually does not need to be drained and replaced frequently and could last for a relatively long time. Pump oils should be well-maintained to extend their service life and simultaneously provide the maximum pump train performance.
For any equipment that runs at high operating temperatures (such as high-temperature pumps), the oxidation of oil could be an important issue. Heat can also reduce oil life (the main mechanism again could be oxidation). For these high temperature applications, the oxidation rate could be doubled for every 10 C oil temperature increase.
Pump oils can also fail because of contamination. Oil additives could effectively minimize this contamination to a certain level, but a better solution is a sealing system that keeps the pumped liquid from leaking into the lubrication oil system. Additives for pump oils should be verified and tested. The oil and the additives should be carefully formulated and blended in a tightly controlled process.
The key to excellent oil is property retention. Successful (long-term satisfactory operation) references are important. Lubrication oil in some high-temperature pumps could contact metal surfaces above 140 C. These high temperatures and the possibility of cyclical operation can result in significant thermal and oxidative effects on lubrication oil. For high-temperature pump applications, sophisticated synthetic oils are good options.
Instead of degradation occurring in a linear and predictable fashion, many modern pump oils could fail rapidly. Some standard oil analysis tests offer little indication of when a pump lubricant begins to degrade. Again, a reference check for exactly the same pump application is vital.
Oil Analysis to Determine Wear
Ferrography is a technique that provides valuable information about the wear of machinery through the analysis of a representative lubrication oil sample. The analysis can be important in maintaining and troubleshooting large packaged pump systems.
In analytical ferrography, the solid debris suspended in a lubricant sample is separated. Solids are then passed across a bipolar magnetic field. A solvent wash cycle removes any lubricant remaining on the substrate, resulting in a ferrogram in which the particles are arranged by size and permanently attached to the slide for optical analysis using a biochromatic microscope. The particles are then examined and classified by size, shape, concentration and metallurgy. The information carried by the wear particles is valuable to help identify the wear mode and mechanism.
The analytical ferrography can be particularly effective in the detection of soft contaminants and the identification of their nature. It can be a powerful technique to identify machinery oil-related issues, root cause analysis, the morphology and the characteristics of insoluble particles, and the progressive mechanism of varnish formation. The ferrography test procedure is lengthy and requires a highly skilled analyst. However, the benefits can outweigh the costs. This analysis is the most recommended test if abnormal wear is observed.
Fourier transform infrared (FTIR) analysis is employed to measure organic molecular components, monitor the additive depletion and identify organic degradation by-products (oxidation). The particle count could also help monitor particle contamination. It should be noted that some particle counters are often not sensitive to small sizes of polar particles (less than 2 microns). The demulsibility of pump oil is usually a critical characteristic to evaluate, since it is affected by the presence of polar particles. The alteration of this property could be a signal of extreme particle contamination. P&S
